|
ГРАНУЛИРОВАНИЕ (грануляция) (от лат. granulum-зернышко), формирование
твердых частиц (гранул) определенных размеров и формы с заданными св-вами.
Размер гранул зависит от вида материала, способа его дальнейшей переработки
или применения и составляет обычно (мм): для минер. удобрений 1-4, термопластов
2-5, реактопла-стов 0,2-1,0, каучуков и резиновых смесей 15-25 и более,
лек. препаратов (таблеток) 3-25. Формирование гранул размером менее 1 мм
иногда наз. микрогранулированием.
Г. может быть основано на уплотнении порошкообразных материалов (с использованием
связующих или без них), диспергировании и послед. кристаллизации расплавов
или р-ров либо на измельчении крупных кусков в дробилках.
Осн. показатели эффективности Г.-выход товарной (кондиционной) фракции,
кач-во получаемых гранул (форма, прочность, насыпная масса), однородность
гранулометрич. состава (см. Ситовой анализ). Процесс можно осуществлять
с возвратом мелких частиц на стадию гранулообразования (ретурное Г.) либо
без него (безретурное). По первой схеме гранулируют удобрения, по второй-полимеры
и лек. препараты. Отношение кол-ва ретура к выходу товарной фракции наз.
ретурностью. Этот показатель, напр. для Г. удобрений методом скатывания
(см. ниже), может изменяться от 0,3 до 10-15.
Придание в-вам формы гранул улучшает условия их хранения и транспортировки,
позволяет механизировать и автоматизировать процессы послед. использования
продуктов, повышает производительность и улучшает условия труда, снижает
потери сырья и готовой продукции. Ниже рассмотрены важнейшие методы Г.
Окатывание включает след. стадии: смачивание частиц материала связующим
(водой, сульфит-спиртовой бардой, смесями с водой извести, глин, шлаков
и др. вяжущих материалов), в результате чего образуются отдельные комочки-агломераты
частиц и (или) происходит наслаивание мелких частиц на более крупные; уплотнение
агломератов в слое материала. Процесс осуществляют в барабанных, тарельчатых,
скоростных и вибрац. грануляторах.
Принцип действия барабанного (рис. 1) и тарельчатого (рис. 2) грануляторов
основан на вращении соотв. барабана, установленного горизонтально или под
углом 1-3° (частота вращения 5-20 мин -1), и спец. тарели, размещенной
под углом 45-55° (частота вращения 5-50 мин-1), внутри к-рых
перемещается слой материала. Степень заполнения им аппаратов может изменяться
от 10 до 15%. Окатывание в барабанном грануляторе происходит на боковой
цилиндрич. пов-сти, в тарельчатом - в осн. на пов-сти днища тарели.
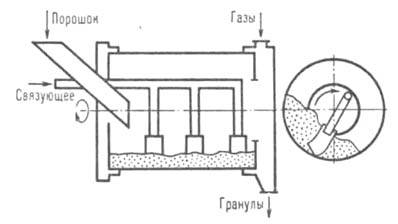
Рис. 1. Барабанный гранулятор.
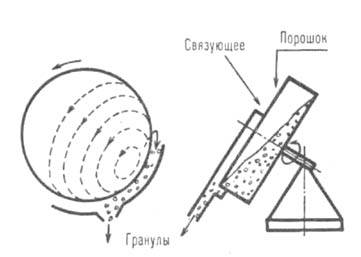
Рис. 2. Тарельчатый гранулятор (слева показана траектория движения
частицы материала при вращении тарели).
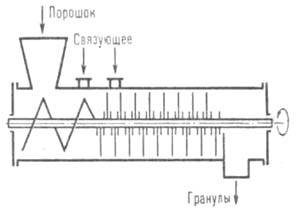
Рис. 3. Скоростной гранулятор.
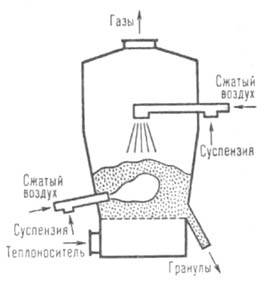
Рис. 4. Гранулятор с псевдо-ожиженным слоем.
Для интенсификации окатывания применяют скоростные и вибрац. грануляторы,
в к-рых получают более плотные и однородные по размерам гранулы. В скоростном
грануляторе (рис. 3) слой материала сильно перемешивается посредством шнека
(частота вращения 1000-2500 мин-1)и вала с насаженными
на него штырями или пластинами. Корпус вибрац. гранулятора - горизонтальный
прямоугольный или трапециевидный короб - крепится спец. пружинами к опорной
плите и с помощью вибратора подвергается мех. колебаниям (частота 5-50
Гц, амплитуда 2-5 мм), благодаря к-рым материал хорошо перемешивается и
уплотняется.
Метод скатывания используют для Г. удобрений, железорудных концентратов
и др. продуктов массового произ-ва.
Диспергирование жидкостей осуществляется в своб. объем или на пов-сть
твердых частиц с послед. охлаждением капель расплава воздухом, водой, маслом
и т.д. или кристаллизацией тонких пленок жидкости на пов-сти твердых частиц
при сушке. Метод применяют для Г. расплавов удобрений в полых башнях, а
также для Г. с использованием р-ров, суспензий и пульп в барабанных грануляторах-сушилках
(аппаратах БГС) и аппаратах с псевдоожиженным слоем. При Г. распыливанием
жидкости на пов-сти частиц, напр. в аппарате с псевдоожиженным слоем (рис.
4), тонкие пленки жидкости наслаиваются на центры гранулообразования в
зоне взаимод. факела распыла с частицами взвешенного слоя. Гранулы растут
вследствие кристаллизации пленок. Диспергирование используют также для
покрытия таблеток и гранул разл. оболочками.
Прессование- получение гранул в форме брикетов, плиток, таблеток путем
уплотнения сухих порошков, иногда с послед. дроблением спрессованного материала.
Для Г. фосфатных шлаков и нек-рых видов удобрений применяют валковые и
вальцевые прессы (рис. 5), лек. препаратов и витаминов - таблеточные машины
(см. Таблетирование), реактопластов - зубчатые роторные грануляторы,
вальцы и спец. экструдеры. Для непрерывной подачи порошка и его предварит.
уплотнения используют подпрессовыватель (спиралевидный шнек). Особенность
Г. на валках и вальцах - выдавливание из порошка в зоне деформации воздуха
и его фильтрация сквозь слой поступающего в эту зону материала. В данном
случае скорость процесса, определяющая производительность пресса, лимитируется
той величиной, при к-рой порошок переходит в зоне деформации во взвешенное
состояние.
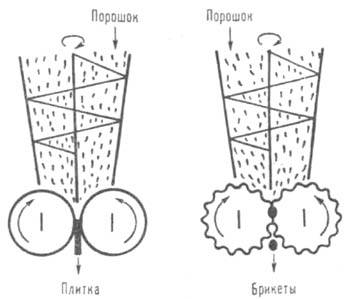
Рис. 5. Валковый (слева) и вальцевый (справа) прессы для уплотнения
порошков.
Экструзия-образование гранул путем продавливания пластично-вязкой массы
с помощью шнека через головку экструдера с послед. разрезанием или дроблением
материала. Метод используют в осн. для Г. термопластов, каучуков и резиновых
смесей, а также концентриров. кормов. наиб. распространение получили червячные
экструдеры. Порошкообразный материал плавится и выдавливается в виде жгутов
или лент, к-рые режутся непосредственно после выхода из головки или дробятся
после охлаждения в спец. ванне. При Г. мучнистых кормов их обрабатывают
паром или смешивают с водой или биомассой, подают на вращающуюся перфорированную
матрицу, выдавливают через ее отверстия и разрезают на гранулы ножами.
Лит.. Колпашников А. И., Ефремов А. В., Гранулированные материалы,
М., 1977; Классен П. В., Гриша ев И. Г., Основы техники гранулирования,
М., 1982. П. В. Классен.
===
Исп. литература для статьи «ГРАНУЛИРОВАНИЕ»: нет данных
Страница «ГРАНУЛИРОВАНИЕ» подготовлена по материалам химической энциклопедии.
|



