|
НЕПРЕРЫВНЫЕ
И ПЕРИОДИЧЕСКИЕ ПРОЦЕССЫ в химической технологии. При периодич. процессах
(П. п..) все стадии осуществляются последовательно в одном аппарате, при непрерывных
процессах (Н. п.) - одновременно в разных аппаратах. Известны также комбинир.
процессы. К ним относятся Н. п., отдельные стадии к-рых проводятся периодически
(полунепрерывные процессы), либо П. п., когда нек-рые стадии протекают непрерывно
(полупериодич. процессы). Т. наз. степень непрерывности процесса определяется
отношением t/Dt, где t-время, необходимое для завершения всех стадий процесса
от момента загрузки исходных материалов до выгрузки готовых продуктов; Dt-период
процесса, т.е. время от начала загрузки исходных материалов данной партии до
начала загрузки исходных материалов след. партии. Для П. п. Dt > 0, t/Dt
< 1; для Н. п. Dt 0, t/Dt
0, t/Dt . Движущая сила
любого процесса -разность между предельным числовым значением к.-л. параметра
и действительным его значением, напр. для хим. процессов-разность между равновесной
а и рабочей х концентрациями к.-л. реагента. . Движущая сила
любого процесса -разность между предельным числовым значением к.-л. параметра
и действительным его значением, напр. для хим. процессов-разность между равновесной
а и рабочей х концентрациями к.-л. реагента.
Непрерывно действующие
аппараты в зависимости от характера изменения параметров подразделяют на аппараты
идеального вытеснения, идеального смешения и промежут.
типа (осн. группа реально функционирующих пром. аппаратов). В аппаратах первого
типа в ходе процесса концентрация реагента (а следовательно, и движущая сила)
монотонно снижается (рис. 1,a); одновременно уменьшается скорость процесса,
а также производительность аппарата; средняя движущая сила определяется как
средняя логариф-мич. величина.
В аппарате идеального смешения
концентрация изменяется практически мгновенно и движущая сила на протяжении
всего процесса остается постоянной и равной своему конечному и, значит, наименьшему
значению (рис. 1,б). В аппаратах периодич. действия движущая сила процесса
и, следовательно,
его скорость монотонно падают. Характер изменения концентрации в аппарате обусловливает
не только скорость процесса и производительность единицы объема аппарата, но
и селективность процесса. Так, если в результате взаимод. компонентов получается
целевой продукт X, к-рый далее может превращаться в нежелат. продукты Y и Z,
то кол-во X будет тем меньше, чем больше отличается характер изменения движущей
силы в данном аппарате от характера ее изменения в аппаратах идеального вытеснения
и периодич. действия. Осуществление процессов в аппаратах идеального смешения
и промежут. типа (рис. 1,в) способствует образованию Y и Z и, т. обр.,
определяет в целом более низкую селективность, чем в аппаратах идеального вытеснения.
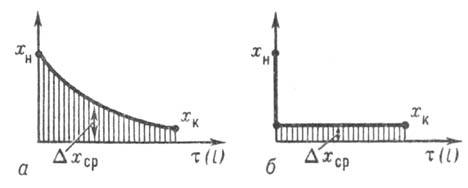
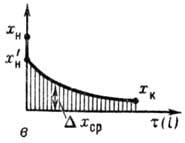
Рис. 1. Зависимость
концентрации реагента от времени t (или
длины аппарата l) в аппаратах непрерывного действия: а-для
аппарата идеального вытеснения; б-для аппарата идеального
смешения; в-для аппарата промежуточного типа; xн и
хк-начальная и конечная концентрации реагента; х'н-рабочая
концентрация с учетом частичного смешения; Dxср-средняя
движущая сила процесса.
Отношение движущих сил
в аппаратах идеального смешения и вытеснения, равное отношению времен завершения
процесса в аппаратах идеального вытеснения и идеального смешения соотв., наз.
концентрационным кпд хим.-технол. аппарата.
Непрерывно действующий
аппарат промежут. типа-сложная гидравлич. система. Однако его можно представить
как группу (каскад) последовательно соединенных аппаратов идеального смешения.
При этом число псевдосекций в каскаде п (осн. характеристика аппарата)
и прочие параметры процесса вычисляются с помощью законов формальной кинетики
или определяются экспериментально по вымыванию вещества-метки (см. Трассёра
метод). Для определения п строят график (рис. 2), на к-ром вычерчивают
также теоретич. кривые, отвечающие ур-нию

где п = 1, 2, 3
и т.д., и находят такое значение п, при к-ром теоретич. и эксперим. кривые
накладываются. Концентрац. кпд в случае каскада аппаратов идеального смешения
увеличивается с возрастанием числа секций (числа аппаратов) в каскаде и уменьшается
с увеличением степени превращения компонентов и порядка р-ции.
Преимущества Н.п. по сравнению
с П. п.: возможность повышения производительности единицы объема аппаратуры
в результате исключения вспомогат. стадий (загрузка
исходных материалов и выгрузка
готовых продуктов); устойчивость режимов проведения; более полное использование
подводимой или отводимой теплоты при отсутствии перерывов в работе аппаратов;
возможность рекуперации теплоты (напр., отходящих газов); более высокое качество
продукции; большая компактность оборудования и соотв. меньшие капитальные и
эксплуатац. расходы (на обслуживание, ремонт и т.д.); возможность более полной
механизации и значительно более легкая автоматизация управления. Однако в ряде
случаев П. п. более целесообразны. Так, для четкого разделения многокомпонентной
системы достаточно одной периодически действующей ректификац. колонны (см. Ректификация),
а для того же разделения непрерывным методом потребуется (п — 1)
колонн, где n-число компонентов в смеси; др. пример - возможность достижения
иногда (при коксовании и т.п.) более высокого качества продукции.

Рис. 2. Зависимость
С/С0 от t/t0 (где С0-начальная
концентрация
метки, С- концентрация метки в момент времени t, t0 - время
идеального вытеснения метки): 1-n=1; 2-n=4; 3-n . .
Многотоннажные произ-ва
обычно организуют с применением Н.п. В малотоннажных произ-вах (в т.ч. опытных),
характеризующихся разнообразием ассортимента, благодаря возможности обеспечения
большей гибкости в использовании оборудования при меньших капитальных затратах
П.п. часто более эффективны, чем Н.п. (напр., в произ-вах лакокрасочных материалов,
реактивов, катализаторов). См. также Структура потоков.
===
Исп. литература для статьи «НЕПРЕРЫВНЫЕ И ПЕРИОДИЧЕСКИЕ ПРОЦЕССЫ»: Касаткин А.
Г., Основные процессы и аппараты химической технологии, 9 изд., М., 1973, с.
13-15; Плановский А. Н., Николаев П. И., Процессы и аппараты химической и нефтехимической
технологии, 3 изд., М., 1987, с. 12-26.
Страница «НЕПРЕРЫВНЫЕ И ПЕРИОДИЧЕСКИЕ ПРОЦЕССЫ» подготовлена по материалам химической энциклопедии.
|



