Виброэкструзия
При экструзии вибрационная активизация течения полимера в формующей головке может быть обусловлена асимметричным преобразованием колебаний в потоке или на его границе. Колебания потоку полимера могут сообщаться осциллирующим поршнем на входе в зону формования, возбуждая в потоке продольные волны, или посредством вибрирующей поверхности (формующим элементом) экструзионной головки, вызывающей в формующем зазоре интенсивные сдвиговые (тангенциальные) колебания. Схемы виброэкструзионных установок, в которых вибровоздействие осуществляется посредством одного или двух осциллирующих поршней (плунжерных вибронасосов), совершающих возвратно-поступательное перемещение на входе в экструзионную головку с частотой от нескольких гц до нескольких децигерц и амплитудой порядка нескольких мм, выглядят следующим образом. 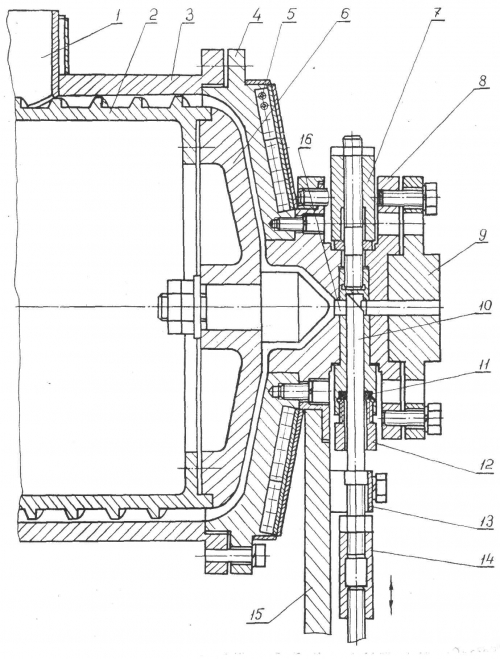
Рис. 1 Червячно-дисковой экструдер с одним осциллирующим плунжером, разработанный заводом Кузполимермаш совместно с НИИШП. На этой установке за счет вибровоздействия удается повысить давление на входе в формующую головку и увеличить до 3-4 раз скорость экструзии резиновых смесей и высоконаполненных смесей олигомера с техуглеродом. 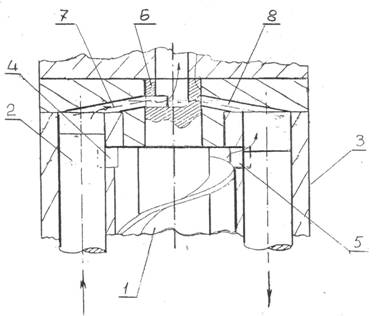
Рис. 2 Схема экструдера с двумя осциллирующими плунжерами, предложенная фирмой «Седепро» («Мишлен») для повышения и стабилизации скорости экструзии профилированных изделий, в частности, резиновых ленточек для навивки деталей шин по технологии С3М. 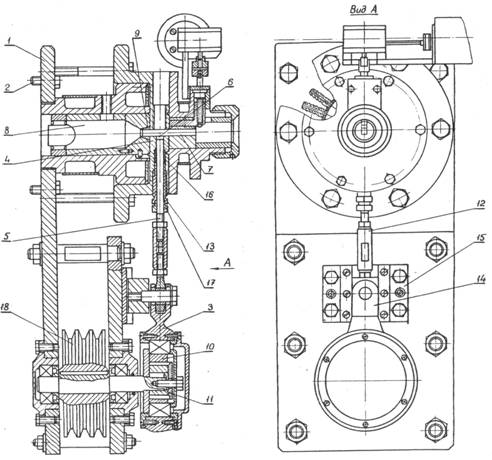
Рис. 3 Схема компоновки вибропоршневой приставки на червячной машине МЧХ-63, разработанной МИТ для профилирования фенольно-каучуковых композиций.
| 

