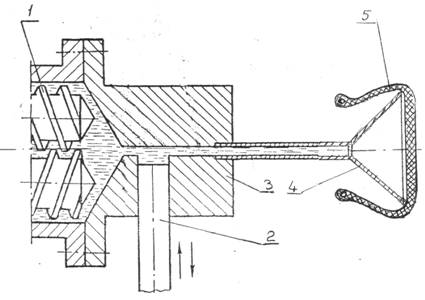
Рис. 4 Схема внедренной в НИИШП установки для экструзионного нанесения вяз-копластичной гермокомпозиции на внутреннюю поверхность шины, состоящая их двухчервячного экструдера с осциллирующим поршнем и трубопровода с щелевым раструбом, введенным во вращающуюся шину. Вибровоздействие обеспечило стабильное и надежное транспортирование по достаточно длинному трубопроводу липкой и склонной к образованию тромбов высоконаполненной олигомерной смеси, а также равномерную экструзионную укладку тонкой широкой полосы на внутреннюю поверхность шины. Данная установка эксплуатировалась более 10 лет. 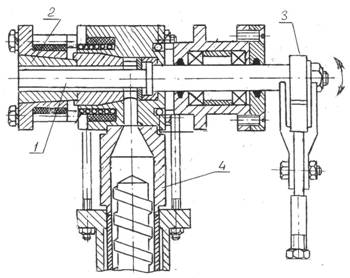
Рис. 5 Трубная экструзионная головка Владхимзавода с дорном, совершающим круговые колебания с частотой 5–20 гц и с амплитудой сдвиговой деформации до 380%. При виброобработке резиновой смеси в кольцевом зазоре наблюдается обратимое снижение вязкости, ускоряются релаксационные процессы, происходит дополнительное диспергирование частиц наполнителя, что способствует уменьшению гидравлического сопротивления головки и улучшению качественных показателей экструдата (стабилизация калибра, уменьшение поверхностных дефектов, улучшение физико-механических характеристик). Вибрационные головки данного типа при определенных параметрах колебаний можно использовать в качестве диссипативных головок, в которых резиновая смесь целенаправленно нагревается до определенной температуры, обеспечивающей начало вулканизации сразу на выходе из зоны формования (с целью фиксации калибра и интенсификации процесса вулканизации). Тангенциальные вибрационные импульсы в головке могут сообщаться и в направлении течения полимера. На рисунке 6 изображена кабельная головка, в которой продольные колебания сообщаются дорну 2 от низкочастотного вибровозбудителя 1. 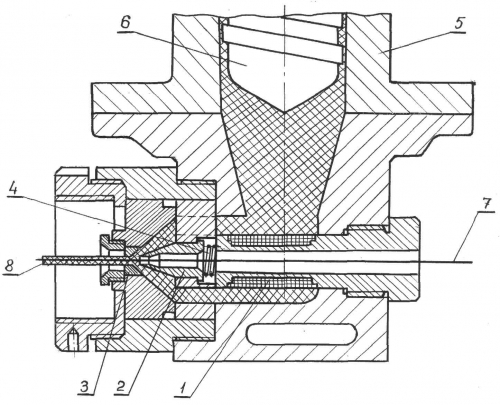
Рис. 6
| 

