В головке, представленной на рисунке 7, УЗК подводятся к дорну 3 и матрице 4 от магнитострикционного преобразователя 6 через волновод 5. Указанная ультразвуковая головка прошла апробацию на заводе Сибкабель, показавшую, что УЗ обработка электроизоляционной резиновой смеси повышает механические и диэлектрические свойства кабельных оболочек. 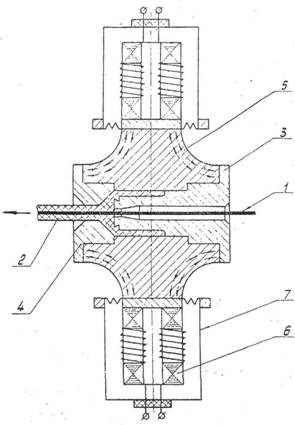
Рис. 7 УЗК колебания имеют длину волны, соизмеримую с размерами формующего инструмента. В этой связи крепление виброголовки к экструдеру целесообразно осуществлять в области узла стоячей волны (при резонансной частоте), а зону формования – располагать в зоне пучности. 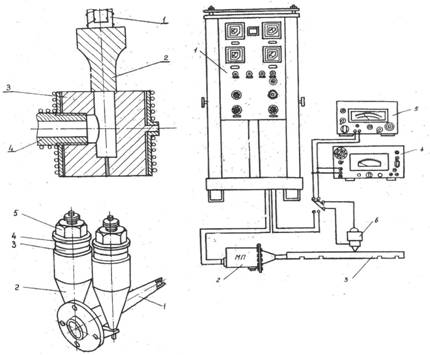
Рис. 8 Ультразвуковые головки с различными схемами подвода УЗК, что позволяет существенно повысить скорость экструзии резиновых смесей, снизить температуру и усадку экструдата. Литье под давлением При литье под давлением использование вибрирующего поршня позволя-ет за счет пульсаций давления увеличить до 3–4 раз скорость впрыска и до 2–2,5 раз предельную длину затекания смеси в полость формы, а также интенсифицировать процесс нарастания давления в форме и повысить качество изделий. 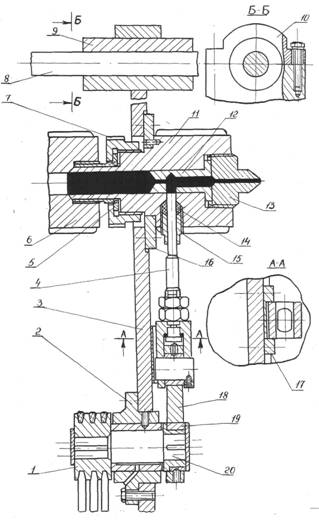
Рис. 9 Виброприставка МИХМ, устанавливается между инжекционным цилиндром и соплом литьевой машины и закрепляется на ее колоннах. В качестве вибропривода используется эксцентриковый генератор колебаний.
| 

