СВАРКА ПЛАСТМАСС (ЧАСТЬ IV): возможные неудачи
Кажется, что так просто создать хорошее сварное соединение. Но так ли это на самом деле, или же могут иметь место какие-то скрытые неудачи, которые никто не сможет распознать?
 Разумеется, эксперт в состоянии отличить хорошее сварное соединение от плохого. Если Вам будет известно, что может пойти не так, Вы сможете лучше понимать, в чем суть сварки пластмасс, и чем отличается плохое сварное соединение от хорошего. Как я уже упоминал в предыдущих статях, прежде, чем начинать сварку, надо обратить внимание на некоторые моменты. Чтобы освежить все это в памяти, я вкратце остановлюсь на некоторых наиболее важных соображениях, а если Вы не читали моих предыдущих статей (которые доступны на www.plasticsmag.com), можете использовать нижеизложенное в качестве исходной информации.
Разумеется, эксперт в состоянии отличить хорошее сварное соединение от плохого. Если Вам будет известно, что может пойти не так, Вы сможете лучше понимать, в чем суть сварки пластмасс, и чем отличается плохое сварное соединение от хорошего. Как я уже упоминал в предыдущих статях, прежде, чем начинать сварку, надо обратить внимание на некоторые моменты. Чтобы освежить все это в памяти, я вкратце остановлюсь на некоторых наиболее важных соображениях, а если Вы не читали моих предыдущих статей (которые доступны на www.plasticsmag.com), можете использовать нижеизложенное в качестве исходной информации.
Прежде всего, существуют две основные группы пластмасс, термоотверждающиеся пластмассы, которые не поддаются сварке, и термопластические материалы, которые, в общем и целом, можно сваривать. Даже не пытайтесь начинать сварку с термоотверждающимися пластмассами, они просто не будут плавиться. В целом, нельзя сваривать различные термопласты. Успешно осуществлять сварку можно только с одинаковыми термопластами. Надо соблюдать осторожность при работе с полиамидами (общеупотребительное торговое название полиамид) или полиуретанами. Эти материалы поставляются в виде различных марок, и не все эти марки автоматически подходят друг к другу.
Независимо от того, какую систему сварки Вы используете, необходимо принимать во внимание следующие три параметра.
1. Время – материалу нужно время для того, чтобы достигнуть нужной для сварки температуры, а также дополнительное время для охлаждения.
2. Температуру – у всех термопластов имеется определенный диапазон температур сварки. Необходимо оставаться в рамках этого диапазона.
3. Давление – если при сварке давление на пластмассу слишком высокое или же слишком низкое, не может происходить настоящего смешивания молекул.
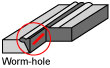
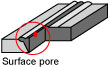
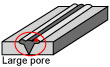
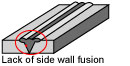
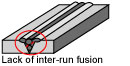
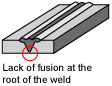
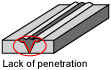
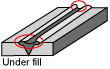
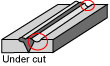
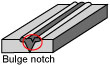
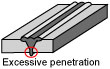
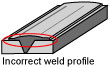
Итак, какие же дефекты сварных соединений могут возникать при сварке пластмасс? Далее мы рассмотрим изображения дефектов сварных швов.
Наиболее важным соображением является выбор места, где будет производиться сварка. В зимнее время существуют определенные различия между сваркой в помещении и сваркой на открытом воздухе. Диапазон температур для сварки изменится при падении температуры окружающей среды ниже комнатной температуры. Необходимо защищать сварочный участок, если условия влажности или температуры или какие-либо еще недостаточно стабильны. Иногда может помочь использование палатки или брезента с нагревателем. Если внутрь шва попала влага, внутри соединения пластмассовых материалов образуются пустоты.
Для хорошего сварного шва характерно прекрасное смешивание молекул свариваемых пластмассовых материалов. Если нет соответствия одного из ранее указанных параметров, слияние будет неполным. Помешать процессу смешивания могут также загрязняющие вещества, такие как пыль или масло внутри сварного соединения. Загрязнение может произойти и в случае, если недостаточно правильно подготовлены сварная поверхность и электрод. Прежде, чем приступить к сварке, необходимо удалить окислы, пыль, смазку и поврежденный материал. Единственным исключением является случай с использованием на сварном инструменте предварительно нагретого наконечника для предварительного нагревания и проникновения в основной материал. Наконечник плавится и отодвигает поверхность в сторону. При надлежащем давлении формованный сварочный электрод впрыскивается под поверхность внутрь зоны сварки. При этом происходит превосходное смешивание молекул, и образуется очень прочное сварное соединение.
Правильная подготовка поверхности имеет большое значение для того, чтобы не допускать образования дефектов сварного шва с самого начала. Идеальным инструментом для этого является скребок. Наждачная бумага или растворители здесь не рекомендуются, поскольку пыль и остатки растворителя будут примешиваться внутри сварного шва. Решающее значение имеет также угол наклона зоны сварки, если используется такой тип шва. При неправильном выборе угла материал наполнителя не сможет надлежащим образом заполнить всю зону сварки. Появятся пустоты и трещины, в результате образуется непрочное сварное соединение.
Необходимо также выбрать для каждого данного применения подходящую систему сварки. И неважно, какую именно Вы выберете, если только Вы будете всегда учитывать три вышеуказанных параметра (температуру, давление и время).
При использовании инструмента для сварки термопластиков струёй горячего воздуха автоматически появляется окисление. Это не является идеальными условиями для получения качественного сварного шва. Проблему окисления может свести к минимуму, но не снять полностью, за счет использование газа, такого как азот. Другой проблемой может стать подача воздуха, который может оказаться не совсем чистым, сухим и не содержащим масла. Если у Вас имеется подача воздуха с такими признаками, имеющиеся частицы будут вдуваться непосредственно внутрь сварного соединения. Они образуют своего рода экран между молекулами, что будет препятствовать важному процессу смешивания.
Нам известно, что для того, чтобы создать прочное сварное соединение, необходимо предварительно подготовить материал. Некоторые пластмассы, такие как ABS или поликарбонат, гигроскопичны (это означает, что они поглощают влагу из окружающей среды). Такие гигроскопичные материалы необходимо высушивать прежде, чем использовать для осуществления сварки. Оцените количество материала, который будет необходим для сварки, и высушите только это количество. Это поможет Вам сэкономить время, поскольку время, затрачиваемое на высушивание зависит от количества материала и электрода.
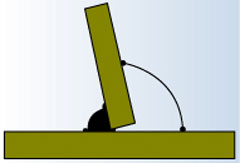
При нагревании пластмасса расширяется, при охлаждении она будет сжиматься. Если материал не закрепить в нужном месте надлежащим образом, он согнется в сторону сварного шва (см. рисунок ниже). Сварное соединение должно быть идеальным с обеих сторон для того, чтобы не допустить растрескивания и обеспечить сохранение нужной формы. Если этого невозможно добиться, надо подобрать такой угол сварки, чтобы электрод мог доставать до нужного места с обеих сторон. Для того, чтобы сохранять форму, можно использовать опору. Эту деталь следует держать на том же месте до тех пор, пока полностью не закончится охлаждение сварного шва.
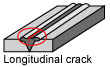
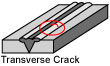
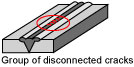
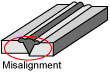
Всего для сварки пластмасс существует шесть групп дефектов, которых следует избегать. Приведенные ниже изображения помогут Вам распознать эти дефекты. Просьба все же отметить, что в приведенном ниже перечне не дается оценка дефектов по важности или степени; описанные дефекты не относятся также к каким-либо отдельным технологиям сварки или используемым материалам.
|

|




|
|
|

|
Разумеется, для различных применений могут существовать различные специальные требования, и невозможно рассказать здесь обо всех сразу. Просто для того, чтобы показать, как это бывает, я приведу здесь два обычных примера, того, что следует принимать в расчет, когда Вы приступаете к сварочным работам.
Пример #1 – Замена секций трубопроводов:
Имеется эксплуатируемый трубопровод, и Вам необходимо заменить поврежденную деталь или изменить направление трубопровода? Чтобы получить хорошее сварное соединение, надо учитывать следующее: надо узнать, что это за материал, какова среда и какое количество ее протекает через эту трубу. Находящиеся в употреблении трубы загрязнены, и прежде, чем Вы сможете сваривать их, придется их очистить. Чем дольше секция трубы находилась в эксплуатации, тем труднее будет получить хорошее сварное соединение.
После того, как труба будет очищена, необходимо высушить зону сварки. Некоторые из упомянутых выше дефектов могут возникать под воздействием влаги. Если Вы не можете остановить протечки жидкости, следует использовать баллон. Этот инструмент, похожий на пузырь, можно вставлять внутрь детали и надувать. После того, как сварной шов создан, воздух можно просто выпустить, а баллон удалить. У некоторых сред течение имеет специфические особенности. С ними нужно особое обращение с использованием иного типа сварочного оборудования или же работы с внутренней части трубы для обеспечения положительного потока. Следует помнить, что очень трудно удалить наплавленный валик с внутренней части трубы.
Пример #2 – Материал с наполнителями:
На качество сварного соединению могут также повлиять количество и качество наполнителя в пластмассе основного материала и электроде. Иногда используют наматывающиеся материалы вроде древесной стружки или брезента для того, чтобы увеличить объем и сделать пластмассу дешевле. Это нормально для некоторых применений, а для других не подходит. Рассмотрим, что происходит внутри сварного шва. Молекулы сварочного электрода и основного материала стремятся к соединению друг с другом, тем не менее, когда молекула пластмассы встречается с молекулой наполнителя, они не могут смешиваться. В этом случае не может создаться идеального соединения. Для данного применения имеется специальный сварочный электрод для полиэтилена и наполнителей. Для получения более подробной информации об этом специальном электроде, свяжитесь со мной.
Для того, чтобы обеспечить соответствие качества сварки спецификациям и тем требованиям, которые предъявляете Вы и Ваши заказчики, целый ряд поставщиков предлагает разнообразное оборудование для проведения испытаний для самых различных испытательных применений. Имея такое оборудование некоторые испытания можно проводить прямо у себя на предприятии (например, испытания прочности на разрыв или на изгиб). Другим вариантом является отправка образцов сварных соединений в лабораторию. Для того, чтобы получить репрезентативный результат, необходимо взять образец из той партии материала, с которой Вы работаете. Следует использовать те же параметры, те же материалы, и чтобы работу осуществлял тот же рабочий, который делает настоящий шов.
Я надеюсь, что данная статья хотя бы несколько приблизила Вас к лучшему пониманию процесса сварки пластмасс и тех аспектов, которые надо принимать во внимание для того, чтобы получить качественное сварное соединение. В своей следующей статье я остановлюсь на "Сращивании термопластических материалов".
Заявление об отсутствии гарантий: настоящая статья представлена без каких-либо явных или подразумеваемых гарантий. Хотя были приложены все усилия для обеспечения точности информации, содержащейся в статье, авторы и персонал редакции не несут никакой ответственности за ошибки или упущения и не подлежат ответственности по возмещению ущерба, которая может возникнуть на основе использования содержащейся здесь информации