АНТИКОРРОЗИОННЫЕ СОСТАВЫ ДЛЯ ППУ ТРУБ
В настоящее время трудно представить существование сетей централизованного теплоснабжения без трубопроводов в пенополиуретановой изоляции.

Конструкция труба в трубе получает все большее распространение на постсоветском пространстве, причем основные ее достоинства для большинства потребителей бесспорно заключаются в таких показателях, как повышенная долговечность, минимальные тепловые потери, низкие затраты при капитальном строительстве (отсутствие необходимости строительства каналов), эксплуатации и ремонте трубопроводов.
Вместе с тем многие специалисты, работающие в области производства и потребления предизолированных труб, отмечают, что достигнуть большинства показателей, определяющих эффективность применения труб с ППУ-изоляцией, можно лишь при обязательном выполнении такого условия, как создание полностью герметичной системы стальная труба – пенополиуретан – защитная труба-оболочка из полиэтилена. Опыт, накопленный в процессе эксплуатации трубопроводов в ППУ-изоляции, показывает, что, несмотря на видимую безгрешность конструкции, на практике приходится сталкиваться со случаями нарушения ее герметичности в местах расположения муфт, концевых заглушек, а также при механических повреждениях трубы-оболочки.

Анализ статистических данных показывает, что разгерметизация может происходить по следующим причинам:
• применение некондиционных термоусаживающихся и заливочных материалов;
• низкое качество монтажа и герметизации трубопроводов;
• недостаточная адгезия пенополиуретана к металлу трубы и полиэтиленовой оболочке (приводящей к увлажнению ППУ-изоляции уже при транспортировке, складировании и хранении труб);
• низкое качество материалов, применяемых для изготовления наружной трубы-оболочки.
Картина будет далеко не полной, если оставить без внимания физико-механические и химические свойства тепловой изоляции из пенополиуретана. Не сгущая краски, следует отметить, что увлажнение теплоизоляционного слоя заметно снижает его прочностные и теплоизоляционные характеристики, а использование (к счастью, в отдельных случаях) для заливки марок пенополиуретанов с низкой термостойкостью приводит к их деструкции в процессе эксплуатации (фото 1, 2) и образованию зазора между тепловой изоляцией и металлом трубопровода. Также, по мнению некоторых зарубежных специалистов, вода, проникающая в ППУ и ионы галогенов (в основном хлора), источником которых могут являться компоненты заливочных смесей (преимущественно полиизоцианаты), представляют собой коррозионно-активную среду.
Таким образом, существует несколько негативных факторов, проявление которых приводит к нарушению герметичности конструкции «труба в трубе», увлажнению (а в отдельных случаях разрушению) тепловой изоляции и созданию всех условий, необходимых для протекания процесса коррозии металла трубопровода. Очевидно, что возникновение и протекание процессов наружной коррозии на участках трубопроводов в ППУ-изоляции будет приводить к значительному сокращению сроков их службы и, как следствие, отсутствию необходимого экономического эффекта, определяющего возможность перехода на данный тип изоляции (необходимый экономический эффект достигается при 25-летнем сроке службы трубопровода в ППУ-изоляции).
Усовершенствования конструкции
Кажущаяся простота производства предизолированных труб и активная заинтересованность западных фирм в продвижении своих технологий на Восток (с сопутствующей поддержкой в виде реализации оборудования, сырья и т.п.) за короткое время обеспечили значительный рост объемов производства и потребления труб в ППУ-изоляции. Однако вскоре стало очевидно, что отсутствие требуемого опыта у части производителей предизолированных труб и персонала монтажных организаций, выполняющих работы по их прокладке, в конечном счете приведет к существенному росту удельной повреждаемости и снижению сроков службы теплопроводов в ППУ-изоляции, причем их выход из строя, в первую очередь, будет обуславливаться причинами, рассмотренными в первой части статьи (опыт тех же зарубежных производителей показывает, что для организации производства, отлаживания технологических процессов, поиска и определения надежных поставщиков сырья и, наконец, выпуска продукции высокого качества, требуется не один год . прим. авт.).
Осознавая, что каждый частный случай выхода из строя трубопровода в ППУ-изоляции негативно сказывается на всей сфере их производства и потребления, некоторые производители наряду с выпуском стандартной предизолированной трубы (металлическая труба . пенополиуретановая тепловая изоляция . защитная полиэтиленовая оболочка) предпринимают попытки усовершенствования ее конструкции. Одним из основных изменений, вносимых в конструкцию, является замена трубы из углеродистой стали на трубу из материала, не подверженного коррозии (нержавеющая сталь, полимерный материал, керамика . фото 3, 4). Обоснованность такой замены не ставится под сомнение при производстве предизолированных труб для продуктопроводов химических и добывающих отраслей промышленности, трубопроводов горячего водоснабжения, подверженных интенсивной внутренней коррозии. В то же время весьма ограниченный ассортимент производимых из нержавеющих сталей и полимерных материалов труб (мелкие и средние диаметры), особенности монтажа и высокая для большинства потребителей стоимость не позволяют надеяться, что данная конструкция в скором времени получит широкое распространение.
Сложившаяся на данный момент ситуация подсказывает, что решение проблемы повышения надежности следует искать в области взаимного пересечения интересов как производителей, так и потребителей предизолированных труб, а именно:
- повышение надежности конструкции труба в трубе должно осуществляться при минимальных дополнительных затратах, не вызывающих значительного удорожания предизолированной трубы;
- технология, предлагаемая для повышения надежности предизолированной трубы, должна быть доступной и легко адаптируемой к существующим процессам и условиям производства труб в ППУ-изоляции;
- технология монтажа предизолированных труб новой конструкции не должна принципиально отличаться от ранее разработанной.
Сформулированные требования и анализ существующих на сегодняшний день технических и финансовых возможностей большинства производителей и потребителей предизолированных труб позволяют предположить, что одним из перспективных вариантов повышения надежности трубопроводов в ППУ-изоляции является применение антикоррозионных лакокрасочных покрытий, наносимых на наружную поверхность стальной трубы и препятствующих интенсивному протеканию коррозионных процессов при нарушении герметичности внешней оболочки. Это объясняется простотой их нанесения, возможностью защиты металлоконструкций больших габаритов и сложной конфигурации, низкой стоимостью и хорошей сочетаемостью с другими методами защиты.
Антикоррозионные покрытия
Известно, что в мировой практике накоплен определенный опыт производства предварительно изолированных труб с антикоррозионными покрытиями, однако имеющиеся сведения носят общий и рекламный характер, что объясняется естественным нежеланием зарубежных производителей делиться сколько-нибудь важной в научно-техническом и коммерческом плане информацией. В связи с этим, по инициативе ряда предприятий-производителей предизолированных труб, в испытательной лаборатории Трубопроводы и энергооборудование ОАО Объединение ВНИПИэнергопром был выполнен ряд исследований и испытаний, позволяющих оценить возможность производства и применения труб с антикоррозионными покрытиями в ППУ-изоляции.
В качестве материалов покрытия при испытаниях применялись: антикоррозионный состав на полиуретановой основе Вектор 1025, рекомендованный к применению для защиты трубопроводов тепловых сетей в качестве грунта, и состав Вектор 1025М (модифицированный).
При изготовлении образцов, имитирующих индустриальную конструкцию трубопровода с пенополиуретановой тепловой изоляцией, металлические трубки зачищались от продуктов коррозии металлической щеткой и вручную окрашивались в один слой составами: Вектор 1025 (партия образцов № 1) и Вектор 1025М (партия образцов № 2).
Толщина покрытий на металлических трубках составляла 50-60 микрон. Заливка окрашенных металлических трубок композицией для получения жесткой пенополиуретановой теплоизоляции производилась через 24 часа, после полного отверждения покрытий (фото 5). Для изготовления контрольных образцов производилась заливка металлических трубок без покрытия (партия образцов № 3), с поверхности которых наждачной бумагой были полностью удалены продукты коррозии (фото 6). В процессе испытаний определялось влияние антикоррозионных составов на такие показатели теплоизоляционной конструкции как:
- прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы, обработанной антикоррозионными составами Вектор;
- защитные свойства при возникновении повреждений полиэтиленовой оболочки и разгерметизации муфт на действующем трубопроводе при его эксплуатации в условиях бесканальной прокладки.
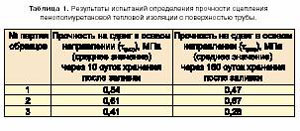
Определение прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы, обработанной антикоррозионным грунтом-адгезивом. Определение прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы проводилось через 10 суток после изготовления образцов и через 180 суток после их хранения в неотапливаемом помещении (с декабря по июнь месяц), в соответствии с ГОСТ 30732 –2001 Трубы и фасонные изделия стальные с тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке. Результаты испытаний представлены в таблице 1 и на фото 7, 8.
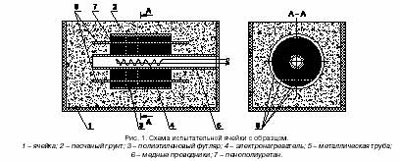
Определение коррозионной стойкости конструкции трубы в ППУ-изоляции с антикоррозионными покрытиями. Для определения коррозионной стойкости конструкции трубы в ППУ-изоляции с антикоррозионными покрытиями была разработана методика стендовых испытаний, согласно которой образцы, представляющие собой модель участка теплопровода в ППУ-изоляции, помещались в ячейки размером 250250250 мм, заполненные песчаным грунтом с размером фракций 0,2-0,5 мм (рис. 1).
Грунт, окружающий испытываемые образцы, первоначально был увлажнен раствором электролита, содержащего ионы хлора и сульфатионы. В течение всего периода испытаний влагосодержание грунта поддерживалось в пределах 10-12% путем периодического добавления дистиллированной воды. Роль дефектов (повреждений) полиэтиленовой оболочки, обеспечивающих возможность проникновения электролита к поверхности металлических трубок, выполняли неизолированные от внешней среды торцевые части образцов (пенополиуретан).

Нагрев образцов осуществлялся электронагревателями, находящимися внутри металлических трубок и оснащенными регуляторами напряжения, позволяющими поддерживать заданную температуру испытаний. В процессе проведения испытаний были смоделированы условия эксплуатации теплопровода бесканальной прокладки в ППУ-изоляции при температурном режиме работы тепловой сети в весенне-осенний период. Продолжительность испытаний составила 1500 часов.


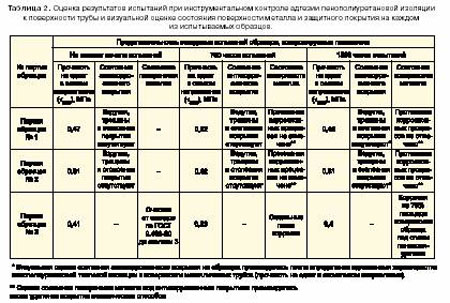
Оценка результатов испытаний проводилась с использованием данных, полученных при инструментальном контроле адгезии пенополиуретановой изоляции к поверхности трубы и визуальной оценке состояния поверхности металла и защитного покрытия на каждом из испытываемых образцов (табл. 2).
Выводы
На основании результатов стендовых испытаний образцов в индустриальной ППУ-изоляции с антикоррозионным покрытием установлено, что предварительное окрашивание поверхности труб (перед их заливкой пенополиуретаном) составами Вектор 1025 или Вектор 1025М в один слой позволяет:
1. В процессе длительного хранения труб в ППУ-изоляции обеспечить стабильную адгезию теплоизоляционного слоя к поверхности трубы и исключить протекание коррозионных процессов на концевых участках труб, не имеющих пенополиуретановой изоляции.
2. В процессе эксплуатации трубопроводов в ППУ-изоляции предотвратить развитие коррозионных процессов в случае проникновения агрессивной среды к поверхности металла трубопровода при возникновении механических повреждений защитной полиэтиленовой оболочки и образовании сквозных повреждений трубы (непровар сварного шва, дефекты в металле и т.п.).
Окраска поверхности труб модифицированной мастикой Вектор 1025М, содержащей специальные добавки, позволяет:
1. Увеличить прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы в два раза по сравнению с неокрашенной металлической поверхностью.
2. Увеличить прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы на 50 % по сравнению с поверхностью, окрашенной мастикой Вектор 1025.
3. Сохранять стабильные показатели адгезионных характеристик пенополиуретановой тепловой изоляции к поверхности трубы в процессе ее эксплуатации.
Рекомендации по применению полимерных покрытий
Анализ влияния покрытий Вектор 1025 и Вектор 1025М на защитные и адгезионные свойства конструкции трубопроводов в ППУ-изоляции показывает, что данные покрытия можно применять для увеличения надежности конструкции трубопроводов в ППУ-изоляции.
Однослойные покрытия Вектор 1025М и Вектор 1025 толщиной 50-60 микрон рекомендуется применять:
- для антикоррозионной обработки (окраски) поверхности стальных труб перед их заливкой пенополиуретаном с получением монолитной тепло изоляционной конструкции;
- для антикоррозионной защиты стыков трубопроводов в ППУ-изоляции в полевых условиях перед установкой на них герметизирующих муфт;
- для защиты трубопроводов перед изготовлением на них сборных теплоизоляционных конструкций из пенополиуретановых скорлуп;
- для защиты мест переходов трубопровод в ППУ-изоляции . трубопровод с другим типом изоляции.
Подробнее с анализом спроса на полиэтиленовые и полипропиленовые трубы в Центральном федеральном округе – протяженностью, структурой, уровнем износа, объемами ремонтных работ внутренних и внешних трубопроводов, вводом в действие новых трубопроводов, потенциалом использования, а также с соотношением спроса и предложения на полимерные трубы, - можете познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Потребление полиэтиленовых и полипропиленовых труб в ЦФО».
А.В.Аушев, В.Б. Косачев, НПК «Вектор»