ИННОВАЦИОННЫЕ ТЕХНОЛОГИИ ПЕРФОРАЦИИ ПЛЕНОК
SIEMENS и PSA разработали различные способы перфорирования, для которых необходимо 80% стандартного программного обеспечения
В телевизионной рекламе до сих пор можно увидеть сияющих от счастья домохозяек, которые несут домой тяжелые коробки с моющими средствами. В реальной жизни многие потребители покупают сти¬ральный порошок в полиэтиленовой упаковке. При этом упаковочная пленка должна отвечать самым высоким требованиям. Прежде всего, перфорация является основным звеном между комфортом и надежностью: она не должна ослабевать под тяжестью груза в несколько килограммов, так как в этом случае порошок просыплется сквозь отверстия, и при этом испачкает, на¬пример, неупакованные свежие овощи или другие продукты. Однако при открывании упаковки не должно возникать никаких трудностей - за исключением маленьких детей!
Таким образом, не удивительно, что производители стиральных порошков требуют от инженеров-конструкторов очень высокого качества как материалов, так и самого процесса перфорирования. Одним из предприятий, к которому предъявляются такие высокие требования, является PSAGmbH.

Перфорирование с помощью мехатронной (электронно-механической) системы
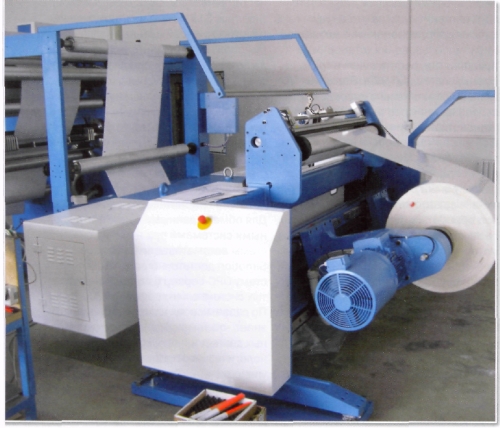
Уже в 2005 году специалисты из Биттбурга создали для одного из ведущих концернов, выпускающего пищевую и непищевую продукцию, пресс для перфорирования, с помощью которого сегодня в Азии перфорируется материал для мешков, предназначенных для упаковки стирального порошка. В отличие от своих конкурентов, PSA впервые стала использовать валик штамповочного пресса с собственным приводом оси не механического, а мехатронного управления. Помимо спокойного передвижения материала по установке, позволяющего достичь более высоких скоростей движения полотна, это решение дает еще одно преимущество: подго¬товительно-заключительное время сокращается за счет того, что штамповочный пресс можно переустановить на новую длину формата одним нажатием кнопки. Для установки формата другой ширины достаточно поменять положение штамповочного ножа.
При этом сокращаются расходы на прежде необходимые форматные валики и отпадает необходимость в складских помещениях для их хранения.
Строгое тестирование продукции и процесса

Эта инновационная концепция при¬водной техники и автоматизации производителей оборудования прошла серьезную процедуру проверки и была оценена производителями стиральных порошков: сначала в целях исследований было переработано более 70 тонн пленки. В конце полиэтиленовые пакеты, частично наполненные тяжелым песком, прошли практическое тестирование и были вскрыты под пристальным вниманием экспертов. Только после того, как инновация PSA проявила себя положительно на всех этапах производственной линии и смогла обеспечить стабильный производственный процесс с мини¬мальной частотой ошибок 1%, появилась возможность отштамповать первый метр пленки для серийного . Для PSA строгое тестирование окупилось вдвойне: так как при успешной продаже нового оборудования предприятие распространяло среди своих заказ-чиков информацию о компании PSA, как о предпочтительном поставщике прессов для перфорации для всего рыночного сегмента. Производителям полиэтиленовой упаковки для стирального порошка, желающим работать с крупным ми¬ровым концерном, рекомендуют об-ратиться в PSA.
Команда, работающая по проекту под руководством Людвига Дидерикса и Дитера Кайпена, пришла к выводу, что необходимо ускорять внедрение концепции мехатронной перфорации и разрабатывать дальнейшие пути развития.
Дополнительные перфорирующие валки для повышения производительности и увеличения спектра форматов
В целях повышения гибкости, установка была снабжена вырубным ножом, который приводится в действие собственным двигателем. С помощью этой конструкции впервые появилась возможность выбирать различные опции производственного процесса. Одной из них является бесперебойное перфорирование полотна различных форматов или обработка различными видами перфорации. Для этого необходимо комбинировать и координировать работу обоих перфорационных валков. Допустимо также наложение двух видов перфорации на одну упаковку - или перфорирование с очень большой скоростью за счет того, что оба перфорирующих валка, работающие со смещением в один цикл, делят свою работу и реагируют только на каждую вторую печатающую головку.
Motion Control - контроль безопасности процесса обработки
При разработке систем автоматизации PSA делает ставку исключительно на продукцию компании Siemens. "Кстати, и для американского рынка тоже!», - подчеркивает Дидерикс.
"Так как мы обеспечиваем не только высокое качество нашего оборудования, но и качество процесса перфорирования - а коэффициент использования установки на предприятии, работающем в три смены, составляет 97%. Этого мы можем достичь только посредством использования прочной и надежной стандартизированной техники с большой информационной пропускной способностью. В нашей новой модели перфоратора, система контроля движения Simotion D от Siemens отвечает за автоматизацию всех эта¬пов обработки. Помимо станка для размотки рулонов, перфоратора и намоточного устройства сюда относится также система регулирования боко¬вого края. Таким образом, всеми процессами управляет замкнутая система автоматического регулирования, которая обеспечивает соответствующее регулирование всех осей оборудования на каждом этапе производственного процесса».
Дальнейшее улучшение идет за счет приводных механизмов. Людвиг Дидерикс говорит, чем его клиенты остались довольны: "Пользователи оборудования замечают высокое качество регулирования системы Sinamics S120. Запуск и торможение полотна при всей своей динамичности происходит плавно, а полотно даже на большой скорости движется очень равномерно». Высокое качество регулирования как отдельных приводных механизмов, так и общего приводного комплекса, является в итоге существенной предпосылкой высокой безопасности производ¬ственного процесса, наличие которой при необходимости можно доказать сравнительно просто. Для обмена данными с компьютерными системами при наличии си¬стемы автоматизации на основе Simotion достаточно встроить в систему ОРС-сервер с помощью открытых системных интерфейсов. По словам своих клиентов Дидерикс знает, что тема сбора производственных данных и информации о ходе технологического процесса при упаковке приобретает все большее значение: «Это встречается все чаще. Чтобы оценить и улучшить производительность оборудования, нужно знать, что выполняет каждая отдельная установка. Это же каса¬ется и доказательства качества продукции и производственного процесса». Уже сегодня на многих установках компании PSA, помимо имени пользователя и номера по реестру, указаны натяжение и ско¬рость полотна.
Адаптация алгоритмов устройств поперечной резки для перфорирующих валков
Процесс перфорирования на новом вырубном станке происходит по печатным меткам, при этом движение валков соответствует движению устройства поперечной резки. Пер-форирующий валок ускоряется таким образом, что нож точно опускается на полотно на требуемую позицию и при надавливании на материал движется синхронно с полотном с такой же скоростью и в том же направлении до тех пор, пока заостренные концы перфорирующего ножа не потеряют контакт с поверхностью по¬лотна. Вместе с оборудованием lFK7-Servos установка способна развивать скорость 20 м/с. Далее перфорирующий валок затормаживается, при этом нож к началу сле¬дующего цикла ускорения находится на исходной позиции на поверхности материала до начала нового про-цесса разгона.
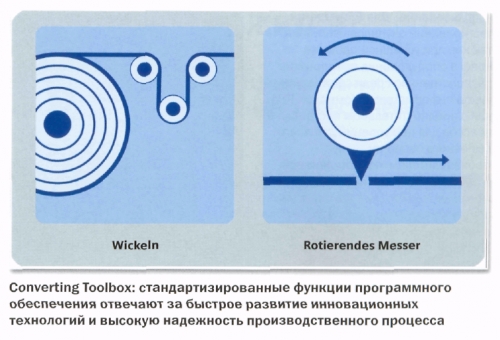
Функции, часто необходимые для обеспечения непрерывного движе¬ния материала в станках для раз¬мотки рулонов, при распознавании печатных меток, в устройствах попе¬речной резки, намотчиках и другом оборудовании, объединены в стан¬дартный пакет автоматизации «Co-nverting Tool box», представляющий собой набор функциональных моду¬лей, работающих с аппаратной плат¬формой Simotion. Практика доказала высокое качество данных функций. В отношении собственного развития вместе с верификацией и программ¬ной оптимизацией внедрение этих программных модулей ускоряет проектно-конструкторские работы. Поэтому компания PSA при произ¬водстве нового перфоратора максимально использует функции «Converting Toolbox», чтобы интегри¬ровать успешное решение, охваты¬вающее все компоненты стандартизации, в программное обеспечение пользователя. Таким образом, реализация инновацион¬ного перфоратора, начиная с первых переговоров с заказчиком и заканчивая вводом в эксплуатацию, занимает шесть месяцев. Благодаря большой доле стандартных компонентов и программного обеспечения можно сконцентрироваться на особенностях оборудования. Например, обычно на одну установку необходимо только одно устройство попе¬речной резки.
Сегодня же PSA снова стоит на пороге тех¬нологической инновации, разработав автоматизированные перфорирующие валки по при¬нципу поперечной резки - прежний набор функций «Co¬nverting Toolbox» не предусматривал многократного применения функции поперечной резки. Программы данного пакета автоматизации легко доступны и хорошо документированы, поэтому в течение короткого времени удалось осуществить адаптацию примененных в нем ал¬горитмов к специфическому решению PSA с использова¬нием двух перфорирующих валков. Хотя применение устройств поперечной резки относится к самым требовательным задачам автоматизирования в области конвертинга, на базе используемых в системе «Converting Toolbox» алгоритмов можно в течение одной недели подключить функцию обработки двойным валком поперечной резки и внедрить ее в производство. В сервисном центре Siemens (г. Мангейм) и в команде разработчиков системы Converting убеждены, что много¬кратное использование функции поперечной резки было бы рациональным вариантом дальнейшего распростра¬нения Converting Toolbox. С помощью простого подбора стандартных программных модулей возможно создание линии, в которой без промежуточной перемотки могут применяться несколько устройств поперечной резки для перфорирования или тиснения, а также подключенная машина для резки.
Более высокая производительность, минимум недочетов в перфорировании
Как при первой разработке, так и перед началом произ¬водства новая перфорационная система проходит серь¬езную проверку, которую осуществляют инспекторы по надзору за качеством продукции предприятий по произ¬водству стиральных порошков. Тестирование прошло успешно: даже при скорости полотна 300 м/мин требуе¬мая позиция перфорирования сохранялась с точностью ±0,2 мм. Точная синхронизация штамповочного ножа сдвижу-щимся полотном обеспечивает очень мягкую, почти пы¬ленепроницаемую перфорацию, которая надежно препятствует высыпанию из упаковки мельчайших части¬чек порошка. Даже при испытании на прочность несколь¬ких десятков тонн пленки, перфораторы PSA обеспечили погрешность менее 0,5%.
Все это является доказательством правильности пути, избранного машиностроителями из Битбурга, а именно при реализации самых взыскательных и комплексных проектов делать ставку на высокий уровень стандарти¬зации. «Неважно, во время производства, ввода в эксплуата¬цию или сервисного обслуживания: если мы хотим быстро сориентироваться, то нам как раз необходима высокая степень единства решений автоматизации. С помощью систем "Simotion» и «Converting Toolbox» мы сегодня достигли уровня стандартизации программы около 80%. Это правильное направление», делает вывод Людвиг Дидерикс. Что ж, можно ожидать, что еще больше покупателей понесут домой стиральный порошок в полиэтиленовой упаковке.