ТЕХНОЛОГИЯ ТОБИС ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОГО ГИПСА
Описывается технология, разработанная компанией «Тобис», для производства гипсового вяжущего марок Г5-Г7 на базе котлов гипсоварочных периодического и непрерывного действия.

Описание предлагаемой технологии, параметры и показатели оборудования
Основные параметры и характеристики установки с одним котлом гипсоварочным
Производительность технологической установки, т/час: 7,5
(по - полугидрату)
Производительность технологической установки, т/год: 54900
(по - полугидрату)
Годовой расход сырья, т: 68270,2
Готовый продукт: гипсопорошок - полугидрата марки Г5-Г7
Характер работы установки: непрерывный, периодический
Расход топлива, м3/час: 255
Число рабочих дней в году: 305
Число рабочих смен в сутки: 3
Установленная мощность электродвигателей
технологического оборудования, кВт, не более: 370
Масса технологического оборудования, т, не более: 70
Запылённость отходящих газов на выходе, мг/м3, не более: 3050
Площадь, занимаемая оборудованием, м2: 216
Длина производственного участка, м: 18
Ширина производственного участка, м: 12
Максимальная высота оборудования, м: 15
Расход сжатого воздуха, нм3/час: 600
Расход воды, м3/час: 0,3-0,6
Исходный материал:
Гипсовый камень: 60-300 мм.
Начальная гигроскопическая влажность материала (макс), %: 3
Теплопроводность гипса, ккал/(м*0С*час): 0,259
Твёрдость по шкале Мооса: 2
Объёмный (насыпной вес гипсопорошка, сыромол), т/м3: 0,65
Объёмный (насыпной вес гипсопорошка, после котлов), т/м3: 0,73
Теплоёмкость гипса, ккал/(кг*град): 0,26
Удельные затраты на тонну готового продукта:
Электроэнергии, кВт/час*тонну: 34,5
Топлива (газ природный), м3 /час*тонну (полуводного гипса): 34
Состав установки
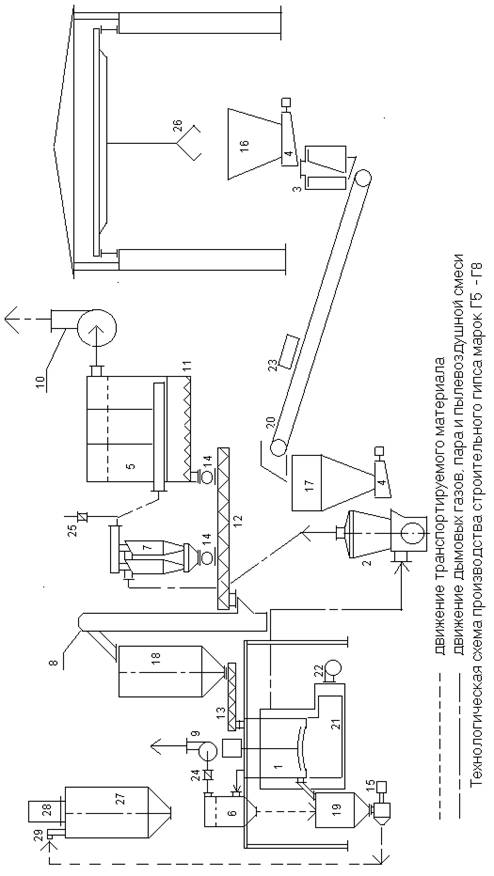
Номера позиций оборудования указываются в соответствии с технологической схемой производства строительного гипса (рис. 1).
1. Котёл гипсоварочный ТОС160, шт. 1
2. Мельница молотковая сепараторная ММС1300.1300.750, шт. 1
3. Дробилка щековая СМД-109А, шт. 1
4. Питатель качающийся, тарельчатый, шт. 2
5. Фильтр рукавный двухсекционный ТОС3.8, шт. 3
6. Фильтр рукавный трёхсекционный ТОС3.9., шт. 1
7. Циклон ЦН15, шт. 1
8. Элеватор ковшовый ленточный ЭЛМ250, шт. 1
9. Вентилятор радиальный, шт. 1
10. Дымосос, шт. 1
11. Конвейер винтовой КВ3225 (L=4200 мм), шт. 1
12. Конвейер винтовой 3225М (L=6000 мм), шт. 1
13. Питатель винтовой, шт. (L=3100 мм) 1
14. Затвор шлюзовой, шт. 2
15. Пневмоподъёмник , шт. 1
16. Расходный бункер дробилки, шт. 1
17. Расходный бункер мельницы, шт. 1
18. Бункер сырьевой мучки, шт. 1
19. Бункер томления котла гипсоварочного, шт. 1
20. Конвейер ленточный (В=650 мм), шт. 1
21. Печь для обогрева гипсоварочного котла Д56-08, шт. 1
22. Горелка газовая, шт. 1
23. Металлоискатель, шт. 1
24. Заслонка регулируемая, шт. 1
25. Заслонка разбавления, шт. 1
26. Захват грейферный, шт. 1
27. Силос томления, шт. 2-6
28. Фильтр рукавный напорный, шт. 2
29. Разгрузитель, шт. 2
Технологические требования
Технологический процесс производства строительного гипса начинается с подачи гипсового камня фракции 0 – 300 мм с закрытого неотапливаемого склада грейферным захватом (поз. 26) в расходный бункер (поз. 16). Объём расходного бункера 8,6 м3. Объём склада должен обеспечить не менее чем 15-ти суточный запас сырья для производства гипса на технологической установке, т.е. 3567,6 т двуводного гипса.
Из расходного бункера качающимся питателем (поз. 4) материал подаётся в щёковую дробилку (поз. 3), где он дробится до фракции 0-50 мм. Размер фракции регулируется размером выходной щели дробилки. Регулирование производительности питателя осуществляется изменением величины хода лотка и шиберной регулируемой по высоте заслонкой. Измельчённый материал конвейером ленточным (поз.20) подаётся в расходный бункер (поз. 17) молотковой сепараторной мельницы (поз. 2). Объём расходного бункера 26,7 м3. Диаметр ротора мельницы 1300 мм. Наличие металла определяется металлоискателем (поз. 23), установленным над ленточным конвейером.
Молотковая мельница предназначена для тонкого помола гипсового щебня и других материалов средней твёрдости с одновременной его подсушкой. Размолотый и подсушенный в мельнице гипсовый порошок в потоке горячих газов поступает в систему пылегазоочистки. Молотковые сепарируемые мельницы относятся к группе быстроходных молотковых размольных машин и состоят из корпуса, ротора с билами, привода и встроенного сепаратора. Подача щебня в мельницу осуществляется по направлению вращения ротора. В результате ударов бил щебень измельчается в порошок. Тонкость помола материала зависит от скорости подачи, температуры отходящих дымовых газов, объёма вентилирующего агента и от угла установки лопаток встроенного сепаратора. В качестве теплоносителя и вентилирующего агента используются отходящие дымовые газы гипсоварочных котлов (поз. 1). Температура дымовых газов при входе в мельницу, в зависимости от выбранного теплового режима обжига гипса в котлах, может колебаться от 300 до 500 0С. В мельницу поступает 9170 кг/час гипсовой щебёнки. После теплового нагрева и измельчения из мельницы выносится 8895 кг/час гипсопорошка и удаляется 275 кг/час воды в виде пара.
Измельчённый, высушенный и отсепарированный до остатка не более 4 –6% на сите № 02 гипсопорошок выносится в пылевоздушном потоке в систему пылеосаждения. В качестве первой ступени очистки используются циклоны ЦН15 (поз. 7), в качестве второй ступени очистки двухсекционные рукавные фильтры (поз. 5). Для устранения зависания материала в бункере циклона он изготавливается цилиндрическим с тангенциальной установкой пневмопушек.. Циклон и фильтр рукавный на месте эксплуатации теплоизолируются. Регенерация рукавного фильтра осуществляется с помощью обратной продувки рукавов сжатым воздухом при отключении системой автоматики одной из секций. В качестве ткани для рукавов предлагается использовать ткань типа «Метаарамид». Ткань выдерживает рабочую температуру до 230 0С. В случае незапланированного повышения температуры отходящего теплоносителя выше указанной температуры, в автоматическом режиме открывается установленная перед фильтром заслонка разбавления (поз. 25) и наружный воздух поступает в систему аспирации. Сжатый воздух подаётся с температурой превышающей температуру точки росы не менее чем на 5-10 0С.
В качестве тягового агрегата используется дымосос (поз. 10).
Уловленный циклонами и фильтрами рукавными порошок конвейерами винтовыми (поз.11, и 12) и элеватором ковшовым ленточным (поз. 8) поступает в теплоизолированный бункер сырьевой мучки (поз. 18). Объём бункера 36,2 м3. Для устранения подсосов в циклонах и фильтрах рукавных применяются затворы шлюзовые (поз. 14). Для предотвращения зависания материала на стенках бункера, на конусной его части устанавливаются пневмопушки.
Из бункера сырьевой мучки материал непрерывно поступает в гипсоварочный котёл (поз.1). Температура материала около 80 0С.
Гипсоварочный котёл непрерывного действия представляет собой вертикальный стальной барабан, оборудованный мешалкой и закрытый сверху крышкой, снабжённый патрубками для загрузки порошка и отвода смеси пара с частицами гипса. Частота вращения мешалки около 20 об/мин. Обжиг гипсового порошка в котле осуществляется топочными газами с температурой 800-1000 0С, подаваемыми по наружным каналам созданным футеровкой котла и жаровыми трубам. Теплоносителем в этих проходах служат продукты сгорания природного газа в специальной топке. Гипс в варочном котле непосредственно не соприкасается с газами, его температура составляет 100-135 0С ( в среднем 117,5 0С). Процесс обжига гипса сопровождается интенсивным выделением кристаллизационной воды. В этот период наблюдается кипение гипсового порошка. Из патрубка, расположенного на крышке котла, интенсивно выделяется смесь пара с частицами гипса. Дымовые газы с температурой 300-500 0С, не соприкасаясь с материалом, выносятся в молотковую мельницу. Разряжение в дымовых каналах котлов создаётся за счёт дымососа (поз. 10) , который одновременно является тяговым агрегатом мельницы молотковой сепараторной. Сжигание газообразного топлива происходит в печи обогрева котла гипсоварочного (поз. 21) с использованием горелки (поз. 22). Производительность котла гипсоварочного составляет 7500 кг/час. После тепловой обработки гипса-сырца в котле вместе с пылью из него удаляется 1397 кг/час воды в виде пара.
Первая варка гипса в котлах происходит по схеме периодической варки, в последующем, после достижения гипсом необходимых свойств, варка гипса происходит в непрерывном режиме.
Длительность пребывания материала регулируется режимом загрузки и выгрузки в зависимости от требуемой температуры материала внутри котла. Регулирование производительности по загрузке осуществляется винтовым питателем (поз. 13) с регулируемым приводом.
Загрузка сырого гипса осуществляется непрерывно выше уровня материала в котле через патрубок установленный на крышке котла. Вертикальный разгрузочный жёлоб, помещённый внутри котла, в нижней части открыт.
Разгрузка материала происходит непрерывно методом перелива с верхней части разгрузочного жёлоба. Для улучшения транспортировки гипса с нижней части разгрузочного жёлоба наверх, в нижнюю часть подают сжатый воздух давлением 2 атм.
Вследствие непрерывного поступления в котёл свежего гипсового порошка в нём в течение всего процесса тепловой обработки поддерживается постоянная и высокая степень насыщения окружающего материал воздуха водяными парами, что приводит к улучшению модификационного состава и свойств получаемых гипсовых вяжущих. При этих условиях создаётся возможность образования в продукте наряду с - полугидратом так же и некоторого количества - полугидрата.
Полученный в гипсоварочном котле полуводный гипс выгружается в бункер томления котла гипсоварочного(поз. 19) из которого пневмовинтовым подъёмником (поз. 15) подаётся в силосную складскую систему. Объём бункера томления котла гипсоварочного 21,8 м3. Бункер на месте эксплуатации теплоизолируется. Для предотвращения зависания материала на стенках бункера, на конусной его части устанавливаются пневмопушки.
Пары воды и частицы гипса, образованные при гидратации гипса в котле, а также избыточная пылевоздушная смесь бункера томления удаляется вентилятором (поз. 9) после обеспыливания в трёхсекционном фильтре рукавном (поз. 6). Регенерация рукавного фильтра осуществляется с помощью обратной продувки рукавов сжатым воздухом при отключении системой автоматики одной из секций. Ткань выдерживает рабочую температуру до 150 0С. Производительность вентилятора регулируется заслонкой (поз. 24).
Материал, уловленный фильтрами рукавными, после исследования его свойств, может быть направлен в бункер томления котла гипсоварочного. Фильтр рукавный на месте эксплуатации теплоизолируется. Сжатый воздух подаётся с температурой превышающей температуру точки росы не менее чем на 5-10 0С.
Для улучшения модификации гипса и повышения его марки гипс направляется в силосную систему для томления. Аспирация силосов осуществляется фильтрами рукавными напорными (поз. 28), разгрузка материала в силоса - при помощи разгрузителей циклонного типа (поз. 29).
С рынком и технологическим оснащением производства ССС Вы можете познакомиться в работах Академии Конъюнктуры Промышленных Рынков:
Анализ производителей сухих строительных смесей
Анализ оборудования для производства сухих строительных смесей
Анализ оборудования для производства гипсового и ангидритового вяжущего