ПРЕСС-ФОРМЫ ДЛЯ ЛИТЬЯ ПЛАСТМАСС
Среди всех известных в производстве методов переработки пластмасс одним из самых сложных в плане используемого инструмента является литье под давлением. При производстве деталей этим методом для каждой детали (или группы деталей) необходимо спроектировать и изготовить пресс-форму.
Усилие смыкания для литьевой пресс-формы может составлять от десятков до тысяч тонн; время цикла литья может длиться всего 5-6 секунд. Кроме того, существуют различные технологии сложного литья (многокомпонентное, литье с газом, сборка в форме и т.д.).
По нашим оценкам, ежегодный прирост российского рынка термопластавтоматов превышает тысячу единиц. Каждый термопластавтомат необходимо снабдить как минимум одной пресс-формой. Количество пресс-форм на один термопластавтомат варьируется в зависимости от ассортимента выпускаемой предприятием продукции и производственных планов компании. Как показывает практика, на один термопластавтомат приходится в среднем от двух до пяти пресс-форм, причем тенденция к увеличению количества используемых предприятием пресс-форм из года в год становится все более явной. Подобная ситуация связана со стремлением российских производителей пластиковых изделий повысить свою конкурентоспособность на рынке в том числе относительно импортной продукции путем расширения товарного ассортимента, применения в изделиях оригинального дизайна, цвета, структуры.
Для реализации подобных стремлений, в начале которых стоит идея выпуска изделий из пластмассы, а в конце - серийное производство и, желательный сбыт пластмассовых изделий предприятие нуждается в определенном наборе пресс-форм, которые отличаются между собой конструктивной сложностью индивидуальны по своему исполнению для каждого конкретного случая.
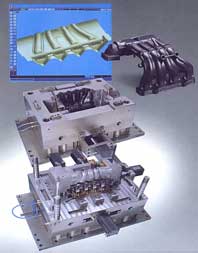
Этапы производства пресс-формы
В самом общем виде этапы производства пресс-формы представлены на рисунке 1. Если рассматривать каждый этап по отдельности то получается комплексный сложный технологический процесс, который занимает месяцы работы различных специалистов по компьютерному моделированию, составлению технической документации, изготовлению и обработки составных частей пресс-формы.

Конструкторско-технологическая подготовка производства
Первый этап производства пресс-формы включает подготовка эскизов изделия (эскизная графика), построение 3D модели, фотореалистическуювизуализацию.
Проектирование пресс-формы включает в себя конструкторскую проработку модели и разделение сборочной модели на отдельные конструктивные элементы.
Подготовка каждого конкретного элемента, оформление линии разъёма детали а также шиберов, знаков, вставок и местности пресс-формы. Особое значение имеет литниковая система.
Избежать или максимально уменьшить коробление, разводы, слитины и другие дефекты можно используя компьютерное моделирование процесса заполнения формы. Также при этом можно контролировать распределение температуры расплава, скоростей потока и другие параметры.
На начальном этапе производства пресс-формы все существующие идеи, чертежи переносятся на компьютер, на котором с помощью определенных программ осуществляется проектирование пресс-форм.
При проектировании пресс-форм применяются CAD/CAM системы, автоматизированного, сквозного проектирования. Система проектирования пресс-форм Mold-Works для SolidWorks предназначена для автоматизации труда конструктора и выполнения задач автоматизированной компоновки пресс-форм. Проверка пресс-формы на «проливаемость" проводиться на компьютере с помощью Mold - flow анализа. Ведущими поставщиками программного обеспечения для компьютеров в области проектирования и изготовления пресс-форм, штампов - являются компании Unigraphics, ProEngineer, Cimatron.
Первый этап крайне важен для определения необходимого объема работ на втором этапе изготовления пресс-формы, так как определяется необходимый набор стандартных и специальных изделий, необходимых для изготовления пресс-формы.
Изготовление пресс-формы
Второй этап производства пресс-формы включает конструирование (заказ стандартных частей, обработка заготовок, изготовление специальных элементов пресс-формы), прототипирование, и непосредственно сборка пресс-формы.
Конструктивные элементы специальных деталей пресс-формы.
Пресс-форма состоит из большого количества частей, которые должны точно сопрягаться между собой.
Детали пресс-форм разделяют на нормализованные и специальные. Конструкция нормализованных деталей пресс-формы, может быть установлена заранее, независимо от конструктивных особенностей отливаемых изделий в пресс-форме.
Любая пресс-форма на 50-95% состоит из стандартных по номенклатуре и весу деталей (нормалий). Эти детали по цене составляют от 10 до 60% от ее полной стоимости. Колебания процентов зависят как от конструкции пресс-формы, геометрии отливки и требований инструментального производства, так и от уровня подготовленности конструктора (конструкторской компании) пресс-формы, его желания и возможности применить подходящие стандартные элементы. Решение одной и той же технической задачи при проектировании пресс-формы практически всегда конструктивно инвариантно по гнездности, по литниковой системе, по системе выталкивания и т.д.
К нормализованным деталям пресс-формы относят:
• верхние и нижние плиты пресс-формы;
• простые плиты, механически обработанные со всех сторон, подходящие для изготовления пуансонов, матриц и формообразующих плит, требующих большой объем выборки;
• Детали для пресс-форм - Направляющие втулки и колонки, Центрующие элементы, Фиксаторы, Вставки в т.ч. с календарями, пружины и т.д.);
• Толкатели и элементы для извлечения деталей из формы - Элементы извлечения из формы, Хвостовики двойного хода, Толкатели от O1мм х 200мм, Трубчатые толкатели с толщиной стенки от 0,75мм. Щелевые от 0,8 мм. Подшипники, шестерни;
• Литниковая система, горячеканальная технология - Литниковые втулки, горячеканальные инжекторы (сопла), в т.ч. инжекторы многоточечного впрыска, Горячеканальные коллекторы, фильтры;
• Техника автоматического управления - Тэны, разъемы, приборы и датчики контроля, переносные измерительные приборы;
• Система охлаждения - Штуцера в т. ч. из нерж. стали, муфты, спиральные вставки для пуансонов, прокладки, шланги;
• Инструменты и дополнительное оборудование, химия - Специальные инструменты и приспособления, смазочные материалы, конические сверла, графит для электродов, готовые вставки из графита.
В мире действуют компании, специализирующиеся на производстве нормализованных элементов. Как правило, набор таких деталей представлен в каталогах этих компаний, причем цена на них заранее определена. Степень из готовности от 10 до 100%. Наиболее известными в мире компаниями, выпускающими стандартные детали являются Hasco Hasenclever GmbH (Германия), DME Company* (США), EOC Normalien (Германия), Strack Norma GmbH (Германия), Ewikon Heisskanalsysteme (Германия), Mold-Masters Europa GmbH (Канада), Diemould Service Co. Ltd (DMS) (Великобритания) и др.
Кроме того, существуют компании сопрягающие производство пресс-форм с производством снандартных элементов пресс-форм. Наиболее известные среди этих компаний: Schottli AG Mould Technology (Швейцария), Mold & Hotrunner Technology AG (MHT) (Германия), StackTeck (Канада), Husky (Канада).
К специальным деталям пресс-формы относят вставные матрицы, пуансоны, гладкие знаки, резьбовые знаки, кольца и т.п. Наиболее ответственными деталями пресс-формы, с точки зрения возникающих в них напряжений, являются загрузочные камеры, вставные матрицы и обоймы пресс-формы.
Производством спеиальных деталей занимается специализированное инструментальное производство, как правило, компания, в которой непосредственно заказыватся пресс-форма.
Матрица - наиболее трудоемкая деталь пресс-формы. Оформляющие гнезда пресс-формы должны в точности соответствовать конфигурации отливаемых пластмассовых изделий. Пуансоны применяют для оформления наружного или внутреннего контура отливаемого пластмассового изделия в пресс-форме. Гладкие знаки применяют для оформления отверстий в отливаемых изделиях из пластмассы. Гладкие знаки могут являться одновременно выталкивателями. Резьбовые знаки и кольца предназначены для оформления, соответственно, внутренней и наружной резьбы в отливаемых изделиях из пластмассы. Выталкиватели предназначены для удаления пластмассового изделия из оформляющего гнезда пресс-формы.
Таким образом, пресс-форма имеет следующую структуру: пакет плит, систему центрирования; систему питания (литниковая система); систему выталкивания; систему охлаждения; систему формообразующих деталей. Кроме системы формообразующих все остальные детали могут быть стандартными или могут доврабатываться из стандартных детелей, поставляемых как заготовки.
Сейчас широко используется система быстрого изготовления пресс-форм и опытных партий изделий по технологии TAFA. В конструкцию пресс-форм закладываются унифицированные элементы, выполненные по каталогам. Это позволяет производителям пресс-форм, сосредоточиться на обработке формообразующих пресс-формы, снизить трудоемкость работ и сократить сроки изготовления пресс-форм. Производство в данном случае разделяется на три параллельных потока: самостоятельное изготовление формообразующих пресс-формы, закупка и доработка нормалей пресс-формы, изготовление оригинальных деталей пресс-формы. За счет применения унифицированных элементов для пресс-формы, изготовленных на специализирующихся в этой области фирмах, удается повысить качество и долговечность пресс-форм
Литниковая система пресс-формы
Литниковая система пресс-формы может быть трех видов: холодноканальная, горячеканальная и комбинированная. Наиболее простой и дешевый вариант литниковой системы пресс-формы – холодноканальная. Для одногнездной пресс-формы с ходом расплава в деталь через центральный литник она состоит только из литниковой втулки. Преимущества: простота и дешевизна. Недостатки: весь литник уходит в отход (повышенный расход материала); время цикла зависит от времени охлаждения литника, а не от самой детали; необходимость вручную удалять литник от отливки, хранить его и вторично перерабатывать. После удаления литника место впуска, как правило, подлежит дополнительной зачистке.
Для повышения производительности ТПА, уменьшения отходов и поддержания необходимой температуры переработки расплава применяют горячеканальные литниковые системы (ГКС). Конструктивно простейшая ГКС состоит только из одного обогреваемого сопла (nozzle) с одной или двумя зонами нагрева, в то время как универсальная ГКС состоит из обогреваемого коллектора (manifold), к которому подходят одно или несколько сопел. Для управления работой нагревателей ГКС пресс-формы необходимо иметь терморегулятор с количеством зон регулирования, равным числу термопар в системе.
Изготовление холодноканальной системы производится силами компании осуществляющей производство специальных элементов пресс-формы и осуществляющей сборку пресс-формы.
Изготовление горячеканальной системы - дорогостоящее занятие, и на данный момент в мире сложилась ситуация, когда существую определенные компании, производящие горячеканальные элементы и поставляющие из сборочным производствам, так как небольшим производствам пресс-форм нерентабельно иметь собственные мощности для производства горячеканальных систем.
Производителей горячеканальных систем можно условно подразделить на три группы компаний:
• производители стандартных элементов для пресс-форм, указанные выше;
• крупные производители пресс-форм, имеющие возможности производства и продажи ГКС: Schottli AG Mould Technology (Швейцария), Mold & Hotrunner Technology AG (MHT) (Германия), StackTeck (Канада), Husky (Канада);
• компании, специализирующиеся на производстве горячеканальных систем и контроллеров к ним - Incoe International* (Германия), Guenther HeissKanaltechnik GmbH (Германия), THERMOPLAY S.p.A. (Италия), Heitec Heisskanaltechnik (Германия), Hotset Gmbh (Германия), i-mold GmbH & Co. KG. (Германия) , Synventive Molding Solutions (США, Нидерланды), Watlow Company (США), Heatlock (Швеция) и др.
Как правило, производство горячеканальных систем на указанных предприятиях сопряжено с производством термоконтроллеров к ним. Также существуют компании, специализирующиеся на производстве только контролеров для горячеканальных систем. К таким компаниям относятся: Athena Controls, Inc. (США), PMS Systems Ltd (Великобритания) и др.
Элементы системы охлаждения
Цикл литья более чем на 50% состоит из ремени охлаждения отливки. Для сосздания надежной в работе системы охлажения пресс-формы, технологичной в изготовлении и ремонтнопригодной при эксплуатации, предлагаются разнообразные стандартные детали: быстросъемные соединения, переливы, фортанирующие трубки, турбулизаторы, тепловые требки, теплоотводящие знаки, уплотнительные кольца, зглушки и пробки. Подключение сситемы охлаждения пресс-формы к шлангам источника хладагена (термостат, охладитель, оборотная цеховая магистраль) рекомендуется проводить быстросъемными соединениями, состоящими из ниппеля и муфты.
Элементы системы охлаждения, как правило, присутствуют в каталогах производителей стандартных деталей для пресс-форм. В тоже время существуют компании, специализирующиеся на производстве элементов систем охлаждения.
Обработка пресс-формы
Основная часть обработки элементов пресс-формы проводится на фрезерных станках с ЧПУ и электроэрозионных станках.
Технология обработки предполагает три стадии механической обработки и три - термообработки:
Отжиг - черновая обработка - нормализация - получистовая обработка - закалка - окончательная обработка - хромирование.
• Отжиг необходим любой заготовке для снятия остаточных напряжений;
• При черновой обработке снимается основное количество материала, припуски на рабочие поверхности - 0.5-2 мм.
• Нормализация (отжиг) необходима для снятия основных напряжений в заготовке, это уменьшает риск больших поводок при закалке.
• Получистовая обработка проводится с припуском 0.3-0.1 мм. В процессе этой обработки делается максимально возможная выборка по некаленому материалу и готовится поверхность для окончательной чистовой обработки.
• Закалка - это очень ответственный момент всей технологии. Если не допущены грубые ошибки в технологии, то закалка не выходит за пределы разумного риска.
Этот этап обработки особенно важен, так как именно в этот момент выполняются все точные обработки.
Для достижения необходимой точности обработки часто требуется специальный дорогостоящий инструмент, оправки и приспособления, все работы проводятся импортным высококачественным инструментом.
• Полировка, подгонка и сборка.
Это работа слесаря-инструментальщика. Для каждой конкретной пресс-формы содержание этой работы может быть различным, именно здесь обнаруживаются и исправляются все ошибки. Иногда сборка и испытание пресс-формы вызывает неожиданные проблемы, что увеличивает сроки изготовления.
• Хромирование необходимо для получения высокой поверхностной твердости деталей пресс-формы, подвергающихся повышенному износу. Матрица имеющая твердость 44-46 HRc имеет гарантированный ресурс работы 600-700 тыс. циклов. Срок службы хромированной формообразующей пресс-формы значительно выше.
Описанные этапы изготовления пресс-формы в общих чертах раскрывают технологию и позволяют заказчику сопоставить цену работы и её содержание.
Доводка и испытание пресс-формы
На третьем этапе осуществляется доводка пресс-формы до производства изделия требуемого качества и с заданным временем производственного цикла. Получение пресс-формы заданного качества – основная цель всех описанных выше процессов, и если пресс-форма в рабочих условиях не показывает заданных результатов, необходимо искать ошибки на первых двух этапах. От качества изготовления пресс-формы напрямую зависит длительность доводки пресс-формы – чем тщательней выполнена работа, чем меньшее время потребуется на ее доводку.
Испытание пресс-формы проводится в условиях, приближенных к реальным условиям эксплуатации пресс-формы.
Важнейшей частью этого процесса является оборудование, на котором осуществляется испытание пресс-форм – термопластавтоматы – в идеале, установленное для испытания пресс-формы оборудование должно соответствовать оборудованию, на котором будет осуществлять производство пластиковых изделий.
Срок работ по производству пресс-формы
Обычная работа на предприятии ведется двумя бригадами в две смены. Производственный цикл имеет следующее распределение сроков (для пресс-форм средней сложности и размеров):
1) изготовление конструкторской документации – 4-7 дней;
2) заказ блоков пресс-формы – 7-12 дней;
3) параллельно заказ стали формообразующих – 5-8 дней;
4) изготовление формообразующих – 7-10 дней;
5) термообработка формообразующих в специальной организации – 3-5 дней;
6) механическая обработка стандартных блоков – 3-5 дней;
7) сборка формы – 2-3 дня;
8) итого до первых испытаний – 26-42 дня.
Не каждое предприятие, специализирующееся на изготовлении пресс-форм и технологической оснастки, способно спроектировать и изготовить пресс-форму на сложное пластмассовое изделие, соответствующую высоким требованиям современного потребителя. При этом расходы весьма значительны - необходимы высококвалифицированный персонал, время, дорогостоящие материалы и специализированное оборудование для производства пресс-форм. Все это в конечном итоге сказывается на цене. Стоимость нового инструмента из высококачественной стали составляет от 50 до 500 тыс. евро.
C текущей ситуацией и прогнозом развития российского рынка литья пластмасс под давлением можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Литье пластмасс под давлением в России: анализ рынков готовой продукции».
Об авторе:
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
• Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 918-13-12, (495) 911-58-70
E-mail: mail@akpr.ru
WWW: www.akpr.ru
* В 2001 году произошло слияние EOC Normalien и DME
* Немецкое подразделение американской компании INCOE Corporation.
[1] Существует с 1998 года как Exacon GmbH & Co. KG. В 2004 году переименована в i-mold GmbH & Co. KG.