ТЕХНОЛОГИИ ГЕРМЕТИЧНОЙ УПАКОВКИ: O2 на прилавках
Для упаковывания свежих продуктов все чаще используется герметичная пластиковая упаковка, главными отличительными чертами которой является полная герметичность, удобство при транспортировке, выгодный потребительский вид, высокие барьерные свойства упаковки, возможность использования инертных газов... Для достижения этих свойств применяется специальное упаковочное оборудование, называемое на Западе «tray sealing» («запайщик лотков»).

Для упаковывания свежих овощей, мяса, полуфабрикатов, фруктов, пищевых продуктов, кулинарных, хлебобулочных, кондитерских изделий в странах Западной Европы, а в последнее время и в России, все чаще применяется герметичная пластиковая упаковка, главными отличительными чертами которой, особенно в сопоставлении с традиционным пластиковым лотком, обтянутым стрейтч-пленкой, являются: полная герметичность, удобство при транспортировке, выгодный потребительский вид, достигаемый за счет возможности использования материалов с многоцветной печатью, высокие барьерные свойства упаковки, возможность использования инертных газов, а также другие важные факторы, обеспечивающие определенное преимущество. Для достижения указанных потребительских свойств применяется специальное упаковочное оборудование, называемое всегда и везде по-разному. В Западной интерпретации данный вид оборудования принято, как правило, называть «tray sealing», в России чаще всего используется название «запайщик лотков». Используя традиционно сложившуюся классификацию, данный вид оборудования можно поделить на ручные, полуавтоматические и автоматические упаковочные устройства.
Оборудование
Ручные упаковочные устройства представляют собой компактные упаковочные механизмы, помещающиеся на стандартном столе и, как правило, применяются в торговых сетях, супермаркетах и обычных магазинах, работая при этом от стандартной «розетки».

Схематично машина состоит из стального/нержавеющего корпуса, устройства крепления рулона с пленкой, матрицы для лотка, крышки с тефлоновым покрытием и устройства регулировки температуры сварки. Лоток с продуктом помещается в матрицу, пленка протягивается оператором на длину лотка, закрывается тефлоновая крышка, происходит процесс сварки верхней пленки с лотком, после чего запаянный лоток с продуктом извлекается из матрицы. Смена формата лотка обеспечивается путем смены матрицы. Средняя производительность такого оборудования зависит от навыков оператора и составляет, в среднем, 4–5 упаковок в минуту. Достоинствами данного типа оборудования являются энергоемкость, малые габариты, быстрая смена матрицы (формата лотка), оперативная смена верхней пленки, экономичность. К недостаткам же следует отнести возможность одновременной запайки, как правило, не более одного лотка, а также необходимость ручной обрезки привариваемой пленки, выходящей за пределы лотка. Впрочем, данная проблема может быть частично решена путем оптимального подбора соотношения ширины свариваемой пленки и лотка.
Полуавтоматические упаковочные устройства для запайки лотков, по сравнению с ручными механизмами, более технологичны и универсальны.

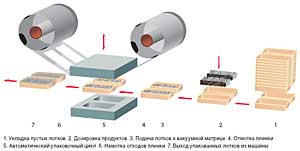
Оборудование такого типа может комплектоваться специальным модулем для создания в упаковке модифицированной атмосферы (МОА) с использованием различных инертных газов или вакуумирования. Стандартная комплектация полуавтомата в целом состоит из стального корпуса, включающего выдвижную матрицу на несколько лотков (в среднем от 2 до 4), автоматической сварки и обрезки пленки по контуру лотка, цифрового блока управления для регулировки температуры сварки, подсчета производительности и регулирования цикла вакуумирования, а также автоматического устройства размотки пленки. Для эксплуатации полуавтомата необходим 1 оператор, функции которого сводятся к размещению на рабочем столе (матрице) лотков с продуктом и задвижке матрицы в рабочую область машины, с последующей выемкой запаянных лотков. Функции размотки пленки, ее обрезки по контуру лотка и намотки отработанного материала осуществляет упаковочная машина. В целом, такое устройство, хотя и с определенными оговорками, можно назвать автоматом. Производительность этого оборудования зависит от исходного размера и объема лотка, и, соответственно, от количества лотков, размещаемых в рабочей зоне устройства, а также от использования вакуума и/ или МОА. На производительность при использовании вакуума решающее значение оказывает мощность вакуумного насоса. Средняя производительность полуавтомата составляет 7/8 циклов/мин, с вакуумированием и продувом инертным газом — до 4 циклов/мин. Внутренняя градация модельных рядов данного типа оборудования, как правило, в варьируется в зависимости от размеров рабочего поля машины (матрицы), а также от использования или не использования МОА. Габариты данного оборудования представляются достаточно компактными, даже при условии использования за прилавком стандартного супермаркета.
Автоматическое оборудование может быть в целом классифицировано в зависимости от степени необходимого процесса автоматизации.


Существуют различные варианты: автоматическое дозирование продукта (орехов, масла, сыров) в лотки, ручная укладка на конвейер лотков с предварительно дозированным в них продуктом, либо ручная укладка продукта в лоток, передвигающийся по конвейеру в рабочую область машины. Основными отличительными чертами по отношению к полуавтоматическому оборудованию выступает производительность (до 20 циклов/мин), конвейерный тип подачи продукта, возможность использования пленок со сложной многоцветной печатью (опция фотометки), опции ультрафиолетовой обработки продукции и автоматической подачи лотков на конвейер, непосредственная встраиваемость в замкнутый технологический цикл, а также многое другое. Автоматизированные системы запайки лотков уже нашли свое эффективное применение на многих крупных и средних российских мясных комбинатах, птицефабриках и в торговых сетях, что с каждым днем все более отчетливо видно на прилавках магазинов.
В расход
Помимо оборудования не менее важным в процессе подготовки упаковочного производства является непосредственно лоток и пленка, которая его закрывает. Наиболее часто употребляемые лотки производятся из полипропилена (PP), ламинированного картона, ламинированного вспененного полистирола (EPS).
С целью оптимизации качества сварки, свойства термосварки лотка и пленки должны совпадать, поэтому если материал лотка — PP, то и пленка (или нижний ее слой, если пленка многослойная), которая приваривается к лотку, должна быть из полипропилена. Также важно, чтобы края лотка были достаточно широкими, с тем, чтобы к ним плотно приваривалась пленка. В качестве верхнего (закрывающего) материала чаще всего используются многослойные (2–5 слоев) пленки, верхний слой которых обладает жаростойкостью, необходимой при контакте с тефлоном, а нижний обеспечивает сварку пленки с лотком. При работе на оборудовании с использованием МОА пленка должна обладать необходимыми барьерными свойствами, препятствующими резкому высвобождению из упаковки инертного газа. Касательно практики использования расходных материалов можно констатировать, что на запаечных машинах используются всего несколько типов лотков и пленок к ним: PP лотки (полипропилен) и различные комбинации пленок на основе полипропилена для запайки (PET/PP, PVDC,PET/PE), EPS лотки (вспененный полистирол), ламинированные полиэтиленом (PE) и, соответственно, PE пленки для запайки, а также картонные или бумажные лотки, ламинированные полиэтиленом и PE пленки для их запайки. И все-таки, наиболее часто применяемым материалом лотка является полипропилен. Основные преимущества тары из полипропилена — это максимальная герметичность, возможность разогрева в СВЧ, крайне низкая газопроницаемость, прочность и термосвариваемость. Как отечественные, так и западные компании, производители расходных материалов, в настоящий момент имеют полное представление относительно технологии запайки лотков, и готовы предлагать заказчикам всевозможные решения в данной области. Среди компаний обладающих комплексным предложением в области расходных материалов можно выделить такие компании как: Huhtamaki, Sealed Air «Каштан».
Выборы не за горами
В отличие от известных западных предприятий и торговых сетей (Kaufland или Tesco, где количество продукции в лотках, упакованной методом запайки, (достигает 60–70%) российские предприятия только начинают осваивать этот метод упаковки, осознавая его привлекательность, как с практической, так и с коммерческой точек зрения. Диапазон всевозможных устройств для запайки лотков широко представлен на рынке и достаточно разнообразен, причем как по набору моделей, так и по возможностям их комплектации. Помимо стоимости, определяющими параметрами при выборе такого оборудования должны являться: производительность, энергоемкость, размеры рабочего поля матрицы, количество и габариты типов необходимой к производству упаковки и другие индивидуальные факторы. В настоящий момент на российском рынке присутствуют модели западных компаний: «Шаллер» (Multivac), «Пакман» (ILPRA, Еnterline), «Гамма-Техно» (Reepack), восточно-европейских: ВТО «Паккер-Маш» (Neapack) и азиатских образцов:«Пакман» (Enterline), «ЛНТ», достойную конкуренцию которым могут составить и составляют отечественные производители и производители из стран (б) СССР, в частности, компании «Теплоформ», «Термолид», НПО «Ковчег».
Алексей Сергеев,
Источник: Pakkograff 2007 #4