ОПТИМИЗАЦИЯ ТЕХНОЛОГИИ: методы и инструменты
Распространенными способами, которые используются для оптимизации технологии, являются эволюционное планирование (EVOP) и симплексная оптимизация. Это полезные инструменты оптимизации технологий; оба метода являются эволюционными, при их использовании для оптимизации технологии можно опираться на небольшие и постепенные изменения. Основное внимание уделяется изменениям, которые приводят к изменениям эксплуатационных характеристик, но все же не являются такими существенными, чтобы стать причиной фатальных изменений: производства партии, которая не удовлетворяет техническим условиям
Разработка продуктов обычно осуществляется на оборудовании лабораторного типа, которое аналогично оборудованию, используемому на заводе. После того, как заказчик осуществляет приемку образца, последняя рецептура передается на предприятие для запуска в производство. Эта рецептура передается на завод с различной степенью подробности. Обычно намечается график производства продукта в виде одной партии.
Процесс выбора исходных условий эксплуатации обычно происходит в соответствии с одним из нескольких сценариев:
1. С использованием условий, полученных в ходе научного исследования и разработки.
2. Предприятие использует условия, имеющиеся для уже производимых им продуктов, которые считаются «аналогичными».
3. Проводятся консультации с экспертами отрасли для определения наилучших условий запуска в производство.
4. Использование настроек, разработанных на опытной установке, как дающих лучшее (т. е. кратчайшее) время – лучшую прочность.
При разработке технологии мы дополнительно к разработке продукта, который соответствует потребностям заказчика, должны создать технологию, с помощью которой можно осуществлять производство эффективно и безопасно. Помимо определения ингредиентов, которые должны быть включены, а также порядка подачи в аппарат, который будет использоваться, необходимо также определить исходные установки процесса. После того, как технология будет запущена в производство, нам необходимо будет определить, как повысить ее эффективность и произвести регулировку для использования различных вариантов материалов.
Обычно после того, как продукт запущен в производство, предприятие осуществляет модификацию рецептуры для получения оптимальной производительности при условии соответствия стандартным требованиям. После завершения первого производственного цикла технологические условия считаются в целом установленными для всего срока эксплуатации продукта.
Такое нежелание менять условия, при которых производство осуществляется успешно, подкрепляется еще и сложившимся мнением о том, что, если те же условия будут повторяться, то будет получен тот же результат. Это представление еще более усиливается высказываемым в литературе мнением о том, что необходимо совершенствовать такую повторяемость.
Некоторыми примерами такого подхода являются:
1. Сохранение условий, которые использовались на стадии разработки.
2. Начисление одних и тех же затрат энергии на каждую партию.
3. Обработка каждой партии на протяжении одного и того же периода времени или с одной и той же скоростью обработки.
Недостатком таких подходов является то, что они не учитывают различия материалов. Они также препятствуют оптимизации процесса, ограничивая возможность учета других переменных, которые оказывают воздействие на технологию.
Экономические потребности современной экономики сводятся к достижению рентабельности для сохранения конкурентоспособности. Упор на снижение цен на сырье это хороший метод быстрого снижения затрат, но это лишь временное средство. Вы полностью зависите от поставщиков. Важным аспектом снижения затрат является повышение эффективности технологии. Эффективная технология с низкими затратами принадлежит Вам, и с ней Вы не зависите от поставщиков сырья или конкуренции на рынке.
Распространенными способами, которые используются для оптимизации технологии, являются эволюционное планирование (EVOP) и симплексная оптимизация. Это полезные инструменты оптимизации технологий; оба метода являются эволюционными, при их использовании для оптимизации технологии можно опираться на небольшие и постепенные изменения. Основное внимание уделяется изменениям, которые приводят к изменениям эксплуатационных характеристик, но все же не являются такими существенными, чтобы стать причиной фатальных изменений: производства партии, которая не удовлетворяет техническим условиям.
Программы пошаговой оптимизации довольно медленные, и из-за используемого постепенного подхода, они могут дать решение частной проблемы, но просмотреть наличие более оптимального решения, которое лежит в иной сфере имеющегося технологического пространства. Ключом к правильному применению таких технологий является исходное размещение технологии в наилучшей части технологического пространства, где она может дать наиболее эффективную оптимизацию.
Подход к совершенствованию технологий Six-Sigma DMAIC (с точностью в пределах 6 сигма) является надежным руководством для управления программами совершенствования производства. Использование подхода Six Sigma требует искусного использования различных инструментов совершенствования технологии по сравнению с механическим применением пошагового анализа. Инструментом, который является особенно полезным для оптимизации технологии, является планирование экспериментов с использованием DOE.
Использование технологии Six Sigma начинается с определения задач и анализа эксплуатационных характеристик технологии. Постановка задач и точное определение того, что вы хотите получить, имеют решающее значение для успеха совершенствования технологии.
Это переломный момент при совершенствовании технологии: после того, как задачи определены, можно принимать решения для выполнения этих задач.
Рассматривая наш проект совершенствования технологии, мы должны решить, какой будет главная цель. Заключается ли она в том, чтобы:
1. Разработать наилучший продукт,
2. Максимально увеличит пропускную способность – производительность,
3. Получить технологию с наименьшими затратами,
4. Получить последовательную работу при небольшом материально-техническом обслуживании,
5. Получить наибольшую прибыль при наименьших затратах.
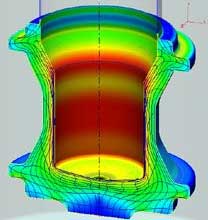
Следующим шагом является рассмотрение того, как использование намеченного эксперимента может способствовать определению исходных пусковых условий для нашей технологии. Рассматриваемая в данной статье в качестве примера технология реализуется с использованием небольшой установки для растирания красителей в процессе производства водоэмульсионной краски Yellow 74.
Мы выбрали для нашей технологии трехфакторную и двухуровневую организацию процесса. Факторами, которые были выбраны для исследования, стали скорость вращения ротора и скорость прокачивания продукта. Здесь потребуется восемь экспериментов.
Фактор | Влияние на технологию |
| Заполнение | Определяет количество мест перетирания в установке |
| Скорость вращения ротора | Управляет флюидизацией в установке и энергией, которая сообщается продукту |
| Скорость прокачивания | Управляет скоростью, с которой продукт перемещается внутри установки (время нахождения), и количество времени, в течение которого продукт подвергается воздействию среды |
Эксперименты проводились в соответствии с параметрами испытаний, указанными для конструкции, при высоких и низких значениях параметров, существующих для данного продукта. Для каждого эксперимента мы фиксировали концентрацию и скорость потока. Сначала мы просто спрогнозировали результаты каждого эксперимента по установкам испытаний для получения наглядных результатов.
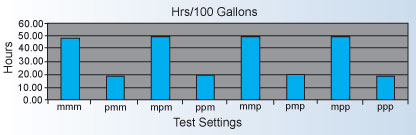
Мы спрогнозировали концентрацию, скорость потока и некоторые результаты, которые вычислялись на основе данных, т. е. затраты и количество часов на 100 галлонов.
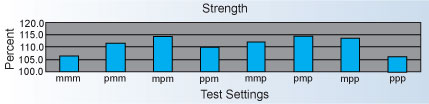
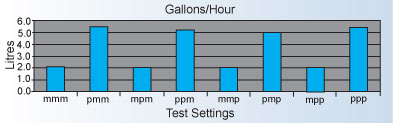
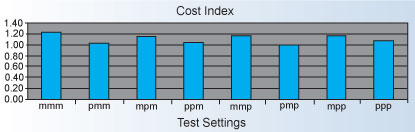
Необходимо отметить, что порядок факторов следующий: заполнение, скорость вращения ротора, скорость прокачивания. Буква m указывает на использование более низких значений параметров, а буква p указывает, что используются более высокие значения.
Анализируя данные, понимаем, что для получения более высокой концентрации параметры работы установки должны быть настроены на высокое заполнение, низкую скорость вращения ротора, и более интенсивное прокачивание. Для получения самой высокой производительности установка должна быть настроена на высокое заполнение, высокую скорость вращения ротора и на самые низкие значения прокачивания. Это соответствует общей парадигме, согласно которой, чем выше концентрация продукта, тем больше производимое количество, что в результате дает снижение затрат сырья на партию, или же чем больше производится за единицу времени, тем ниже затраты. Это две взаимоисключающие цели: параметры для увеличения концентрации снижают пропускную способность, а параметры с повышением концентрации снижают выход продукции.
При использовании более холистического подхода мы будем искать параметры, которые будут давать наибольший экономический эффект. Используя модель затрат, мы можем интегрировать воздействие уставок производительности и концентрации для сведения затрат к минимуму.
Затраты/фунт = (затратына сырье/концентрация)∙фунтов + затраченные часы∙(часовая скорость установки + коэффициент использования рабочего времени в час)
Эта модель случайно возвращает нас к тем же параметрам, которые использовались для оптимизации концентрации. До сих пор мы для удобства эксперимента считали, что факторы действуют независимо друг от друга. Хотя такие условия легко можно принять, растирание является сложной физической процедурой, в ходе которой следует ожидать взаимодействия факторов.
А это требует более сложной процедуры анализа. Мы можем получить данные и произвести расчеты воздействий вручную, но нормой на сегодняшний день является анализ с помощью компьютера с использованием таких программ, как Minitab®, JMP®, Satistica®, или Statease®,
При осуществлении анализа мы обнаруживаем, что при достижении концентрации полного заполнения, она вступает во взаимодействие со скоростью вращения ротора. На производительность оказывает воздействие заполнение, но также и взаимодействие заполнения со скоростью прокачивания. В итоге интересно отметить отсутствие взаимозависимости затрат и других переменных, но на них оказывает влияние сначала заполнение, а затем и скорость прокачивания.
Основным фактором, оказывающим влияние на этот процесс, является заполнение. Современные программы анализа обладают способностью оптимизировать параметры на основе различных входных данных. Мы можем оценить и другие параметры, имея данные о заполнении.
Выбор | Уровень заполнения | Скорость вращения ротора | Параметр прокачивания |
| A | 90 % | 2213 | 35 |
| B | 85 % | 2300 | 40 |
| C | 75 % | 2300 | 15 |
Параметры для самого низкого значения затрат на фунт
Устанавливая уровень заполнения установки и осуществляя привязку остальных двух факторов- скорости вращения ротора и скорости прокачивания мы можем получить нужный нам результат. В приведенной выше таблице даны параметры для различных уровней заполнения. Принимая во внимание соображения практичности производства, наилучшим выбором для пуска нашей технологии и технологии EVOP, является выбор B.
Проектирование с использованием DOE позволяет нам получить экспериментальный проект для осуществления нашего анализа при проведении минимального количества экспериментов для того, чтобы дать нам возможность понять технологию, которую мы изучаем. Данные для исследования, на основе которых оценивается технология и вырабатывается суждение относительно правильности параметров ее пуска, были получены в ходе восьми экспериментов.
Использование DOE позволяет нам скорее принимать решения на основе имеющихся фактических данных, нежели на основе сложившихся традиций.
Технология потребует дальнейшей оптимизации, но мы разработали определенные представления относительно того, какой фактор(ы) должен оставаться постоянным, а какие должны регулироваться для достижения наших целей.
Пол Марвулио,
www.specialchem4coatings.com