КАК ИЗБАВИТЬСЯ ОТ СОЗДАНИЯ СКЛАДОК ПРИ ЭКСТРУЗИИ? (II часть)
Как избавиться от создания складок при экструзии? - Вторая часть доклада Пола Уоллера – президента Plastics Touchstone Group, Inc., - на Международной конференции по полиолефинам 2008 г. – «FlexPackCon-2008».
 Устройства, контролирующие положение кромки полотна, являются полезным инструментом при выявлении проблем с регулировкой. Если имеет место их колебание из стороны в сторону, можно заключить, что проблема возникает из-за колебаний захватов вальцов или головки. Если устройство вибрирует с одной стороны, проблема заключается в неправильной регулировке какого-либо устройства ниже по технологической цепочке от первоначального захватного вальца, осуществляющего отбор плёнки с экструдера на приёмные вальцы.
Устройства, контролирующие положение кромки полотна, являются полезным инструментом при выявлении проблем с регулировкой. Если имеет место их колебание из стороны в сторону, можно заключить, что проблема возникает из-за колебаний захватов вальцов или головки. Если устройство вибрирует с одной стороны, проблема заключается в неправильной регулировке какого-либо устройства ниже по технологической цепочке от первоначального захватного вальца, осуществляющего отбор плёнки с экструдера на приёмные вальцы.
Устройство, контролирующее положение кромки полотна.
Хороший инструмент для определения стабильности рукава или наличия проблем с регулировкой
Угол складной рамы может стать причиной возникновения складок в поперечном направлении в центре полотна из-за избыточного сопротивления натяжению в складной раме. Если угол слишком велик, то могут также образовываться складки в поперечном направлении у складки края. Операторы редко оптимизируют положение складной рамы, поскольку оно изменяется при изменениях толщины пленки, ширины плоского рукава или рецептуры пленки. Складки могут начать появляться в середине производственного цикла, поскольку температура воздуха в башне меняется на протяжении дня.
Оптимизация угла складной рамы
Вид сбоку
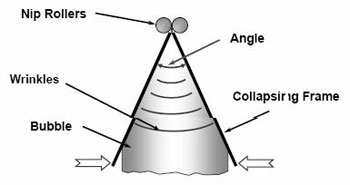
Складки формируются, если угол слишком велик | |
| 1. Прижимные вальцы | 1. Угол |
| 2. Складки | 2. Складная рама |
| 3. Рукав | |
На приложенной ниже схеме показаны многие решения проблем неправильной регулировки вальцов. Эта модель была впервые разработана 3M Company. Степень разбалансировки, которую можно допустить, может повышаться за счет изменения технологических условий или изменения поверхности вальцов. Операторы часто фиксируют натяжные ролики пленкой для того, чтобы уменьшить сцепление и позволить пленке скользить в боковом направлении и распределять в поперечном направлении диагональные складки.
Виды неправильной регулировки вальцов.
| Складки перемещаются вверх |
| Складки доходят до нижнего вальца и направлены к узкому краю | |
| Конец набора вальцов (низкое натяжение) без складок |

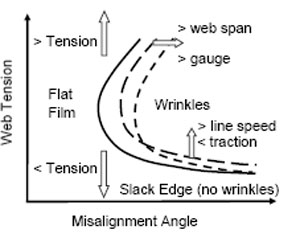
по вертикали: натяжение полотна; внутри графика снизу вверх: натяжение, плоский рукав, натяжение по горизонтали: неправильно отрегулированный угол; снизу вверх Конец набора вальцов (складки отсутствуют), сцепление, скорость намотки, складки, толщина, амплитуда для полотна.
Блокировка вальцов создает проблемы

Решение проблемы складок, образующихся из-за неправильной регулировки.
Материал | · Увеличение модуля (плотности) пленки; · Увеличение толщины пленки; |
| Технология | · Увеличение натяжения пленки (максимум 25% от предельной прочности на разрыв); · Уменьшение натяжения пленки (минимум 10% от предельной прочности на разрыв); · Увеличение скорости намотки; |
| Оборудование | · Регулировка вальцов (максимальное отклонение регулировки 0.001’’/12’’25 микрон/24 см ширины зубца); · Увеличение расстояния между вальцами; · Снижение трения (сцепления) на вальцах. |
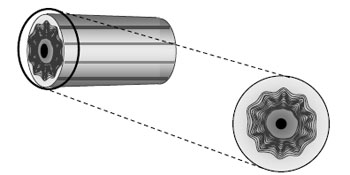
Одним из способов избавиться от вздутий пленки является использование ровнительных вальцов. Следует помнить, что для правильного функционирования полотно должно располагаться в середине ровнительных вальцов, в противном случае ровнительные вальцы будут создавать диагональные складки и избыточное отклонение по краям. Неподвижные изогнутые вальцы будут функционировать эффективно, только если содержащее мешки полотно не будет перемешаться из стороны в сторону. При наличии нестабильной мешковатой пленки упругий расширитель и вальцы со спиральной нарезкой будут более адекватны. Решающее значение имеет регулировка угла. Для того, чтобы изогнутые вальцы действовали эффективно, необходим охват, по крайней мере, 300. Бесприводные изогнутые вальцы зачастую создают больше складок, поскольку сопротивление натяжению здесь выше. Упругий расширитель и вальцы со спиральной нарезкой требуют для эффективной работы большего охвата вальца.
Изогнутые ровнительные вальцы
Изгиб вниз с охватом 300
| |
| Мешки в центре | Края набора вальцов |
| Вращение изгиба к полотну | Вращение изгиба от полотна |

Прочие ровнительные вальцы
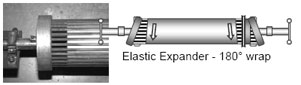
Упругий расширитель – охват 1800
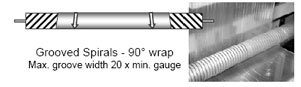
Спиральная нарезка – охват 900
Максимальная ширина нарезки 20 х мин.
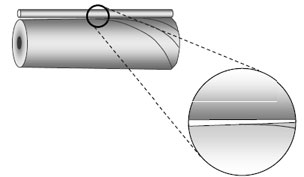
Звездчатые рулоны или рулоны со спицами обычно появляются, когда складки появляются в поперечном направлении. Причиной может быть мешковатая пленка, а также отсутствие надлежащего управления натяжением полотна. При неправильной намотке даже плоский рукав может дать деформированный рулон. Наилучшим подходом является использование контрактного давления для сведения к минимуму количество захваченного между слоями воздуха, а также использование правильно подобранного натяжения наматывания и постепенного уменьшения натяжения по мере того, как рулон становится все больше и больше. Причины подобного рода деформации рулона показаны ниже.
Звездчатые рулоны или рулоны со спицами
Механизм деформации при образовании звездчатых рулонов или рулонов со спицами

Давление внешних слоев сжимает внутренние слои

Рулон деформируется в звездообразный или рулон со спицами, поскольку слои выгибаются, когда давление слишком высоко
Решения для недопущения образования звездообразных рулонов или рулонов со спицами.
Материал | · Уменьшение различий в плотности между слоями (соэкструдированные пленки) |
| Технология | · Регулировка температуры расплава для сближения мутных полос на пленке (соэкструдированные пленки) · Снижение температуры пленки · Снижение натяжения пленки у намоточного устройства · Снижение прижимного давления у намоточного устройства |
| Оборудование | · Улучшение управления натяжением намотки (контроль движения натяжных валиков). |
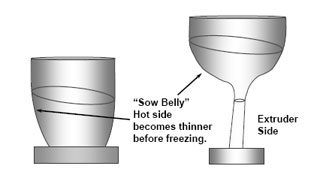
Конические рулоны обычно образуются из-за наклоненной мутной линии или неправильной регулировки оборудования. Наклоненные мутные линии могут образовываться из-за избыточных изменений температуры расплава от экструдера. Если головка не может приспособиться к существенным изменениям вязкости, образуются расплавы с более высокой температурой с одной стороны рукава. Это явление, известное как канализация расплава, показано справа снизу. Вибрирующие или вращающиеся головки не могут рандомизировать эту проблему, поскольку скорость вращения слишком мала.
Конические рулоны
Эффект канализации расплава
| ||
| кольцевой зазор для подачи воздуха | «сало» горячая сторона становитсятоньше перед замерзанием | Сторона экструдера |
Решения для недопущения образования конических рулонов.
Материал | · Уменьшить изменение температуры расплава (канализация расплава) · Исключить потоки воздуха вдоль рукава |
| Оборудование | · Регулировка головки · Регулировка кольцевого зазора для подачи воздуха · Регулировка каркаса · Регулировка складной рамы · Регулировка захватных вальцов для отбора пленки с экструдера на приемные вальцы. |
Заключение
Наилучшим способом диагностики и преодоления проблем с образованием складок пленки является изучение особых признаков рулонов, а также колебаний натяжения полотна, которые дают в результате изменения отражения света полотном. Переходите вверх по технологической цепочке до тех пор, пока изменения натяжения не станут незначительными. Это позволит Вам отграничить проблемы перемещения полотна от проблем с рукавом. Следует также помнить, что одновременно могут иметь место и несколько проблем.