ПОЛИМОЧЕВИНА: СВОЙСТВА, ОБЛАСТИ И ТЕХНОЛОГИИ ПРИМЕНЕНИЯ
Одним из основных условий прочности и долговечности дома, является правильный фундамент, при проектировании которого обязательно нужно учитывать степень влажности почвы, а так же характер грунта.
 Это позволит избежать неожиданного появления влаги в подвале или цокольном этаже. В любом случае от проникновения осадков во внутрь, подвал защищают при помощи гидроизоляции.
Это позволит избежать неожиданного появления влаги в подвале или цокольном этаже. В любом случае от проникновения осадков во внутрь, подвал защищают при помощи гидроизоляции.
Кроме знаний технологий нанесения и свойств гидроизолирующих составов, так же нужно иметь представление о участках, которым следует уделить максимально больше внимание. К этим участкам относят:
- холодные швы, при строительстве которых у фундамента монолитным способом с временным промежутком между слоями образовываются частицы грунта. Эти частицы мешают адгезии слоев;
- межблочные швы – образуются у выполненных из блоков фундаментов;
- микротрещины - в бетонном покрытии.
На данный день есть огромное количество гидроизоляционных материалов и способов для гидроизоляции подвалов. Самый популярный способ, это способ с инъекцией составов на минеральной, полиуретановой, эпоксидной и других основах. Это никак не спасет от большого воздействия грунтовых вод и поверхностных вод.
В таком случае разумно применить высокоэластичную преграду. Она поможет сдержать напор водного потока силой до нескольких атмосфер, как при плюсовых, так и при отрицательных температурах. В последнее время распостраненным способом было применение битумных материалов и материалов на основе жидкого стекла. Но такие материалы не долговечны и, как показывает практика, часто возникают проблемы с протечками уже через год после постройки дома. Сейчас появилось новое поколение гидроизоляционных материалов на полиуретановой основе, которые прочны, долговечны, эластичны (даже при низких температурах), химическиустойчивы.
Особое место среди полиуретановых эластомеров занимает напыляемое покрытие - полиуреа или полимочевина. Материал — высокотехнологичен, покрытие толщиной несколько мм. полимеризуется в течение 15-20 секунд, обладает превосходной адгезией к бетону, металлу, дереву и т.д., износостойко, а самое главное — бесшовно. При гидроизоляции фундаментной плиты и стен повала методом напыления полимочевины получается практически пластиковый стакан вокруг подвала, срок службы которого измеряется десятилетиями. Перед напыленим поверзность основания должна быть выровнена.

Часто задачу гидроизоляции фундамента нужно решать одновременно с задачей по утеплению подвального помещения. Непревзойденным по характеристикам теплопроводности является жесткий пенополиуретан (ППУ), который также напыляется на любую поверхность. Причем если сначала на стену напылить утеплитель (пенополиуретан) и на него нанести гидроизоляционный слой из полимочевины, то можно значительно сократить время и расходы на подготовку основания. Также пенополиуретаном можно утеплить отмостку для предотвращения промерзания грунта и тем самым снизить движение пучинистых грунтов. В случае если уровень грунтовых вод выше фундаметной плиты, то необходимо делать дренаж отводящий воду от дома.
Химические свойства.
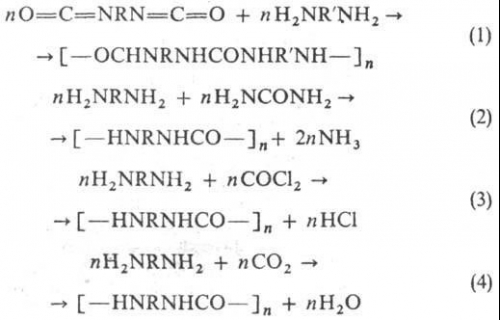
ПОЛИМОЧЕВИНЫ (поликарбамиды, полиамиды угольной кислоты), полимеры, содержащие в основной цепи макромолекулы группы —HN—СО—NH—. Получают: полиприсоединением диаминов и диизоцианатов (1) при 0-30°, диизоцианатов и воды при 80-100°С [диизоцианат разлагается до СО2 и диамина, вступающего в реакцию с избытком диизоцианата по уравнению (1)]; поликонденсацией диаминов и мочевины (2), диаминов и фосгена (3), диаминов и СО2(4), диаминов и диуретанов, замещенных угольной кислоты или COS, азидов дикарбоновых кислот и воды: В зависимости от способов получения и выделения из реакционной среды полимочевины могут быть порошкообразными, комкообразными или волокнистыми. Характеризуются узким ММР и в большинстве случаев имеют кристаллическую структуру. Они плавятся в узком интервале температур (200-400 °С в зависимости от способа получения и природы исходных веществ), причем температуры плавления полимочевины, особенно ароматических, близки температурам разложения.
Полимочевины растворяются в крезоле, ДМФА, N-метилпирролидоне, КМ-диметилацетамиде с добавкой LiCl (1-3%), H2SO4. Обладают высокой водостойкостью (водопоглощение 0,05-3,0% за 24 часа), химической и гидролитической стойкостью (особенно ароматические).
Полимочевины, полученные из диаминов и диизоцианатов или мочевины, тепло- и термостойки, характеризуются высокими физическо-механическими и диэлектрическими показателями: sраст 60-30 МПа; относит. удлинение 50-200%; ru 1014 Ом•см, tgd 0,0092-0,0094 при 50 Гц.В промышленности (Япония) производят полинонаметилен-мочевину (235-240°С; плотность 1,06 г/см3) из мочевины и нонаметилендиамина (соотношение 1:1,1). Из нее формуют волокно (урилон) для изготовления рыболовных сетей и трикотажа.
Полимочевины, получаемые из диаминов и диизоцианатов, пригодны для изготовления пленок и волокон, мембран для ультрафильтрации, электроизоляц. материалов. Практическое значение имеют полиуретанмочевины и полимочевины, содержащие функции группы в цепи.
Особенности, достоинства и ограничения по применению полимочевины.
Почему именно полимочевина? Достоинства и ограничения по применению
При всем многообразии полимерных покрытий, полимочевина занимает в их ряду особое место благодаря следующим уникальным особенностям:
• Большинство традиционных полимерных покрытий (эпоксидных, полиэфирных, акриловых, хлорсульфополиэтиленовых, каучуковых, и др.) наносятся тонкими слоями в несколько проходов с длительной промежуточной сушкой и отверждаются только при положительных температурах в течение от нескольких часов до нескольких суток. Высокая скорость химической реакции отверждения полимочевины дает возможность наносить покрытие требуемой толщины (до нескольких миллиметров) без подтеков за один проход, перемещаться по покрытию или совершать внутрицеховые перевозки изделий с покрытием практически сразу после его нанесения, сокращая до минимума время простоя и повышая производительность. При этом известны примеры успешного напыления полимочевины на холодную поверхность с высоким теплопоглощением, например сталь, при -20°С. Такая непревзойденно низкая чувствительность полимочевины к температуре окружающей среды и основания уменьшает негативную роль сезонного фактора при проведении изоляционных работ в строительстве.
• Покрытия на полиуретановой основе могут наноситься только на идеально сухую поверхность с температурой, превышающей точку росы не менее чем на 3°С, при относительной влажности воздуха не более 80%. Содержимое бочек с компонентами даже в течение короткого времени работы должно быть надежно изолировано от контакта с атмосферной влагой. Выполнение этих требований не всегда возможно или затруднительно, а несоблюдение их приводит к большим экономическим потерям в виде безнадежно испорченного покрытия вследствие его подвспенивания или наличия микропор, мелких отверстий, пузырьков и кратеров. Напротив, скорость реакции мочевинообразования столь высока, что побочная реакция изоцианата с водой не может с ней конкурировать, и опасности выделения СО2 не существует. Поэтому полимочевина мало чувствительна к влажности и может наноситься в экстремальных условиях, при которых все остальные полимерные покрытия неработоспособны.
Разумеется, нет и не может быть идеального материала, превосходящего все прочие по всем показателям. Но для полимочевины список ограничений, сдерживающих ее широкое распространение, сравнительно короток. К ним относятся:
• Дорогое сырье. Система для напыляемого полимочевинного покрытия представляет собой поставляемые в раздельной упаковке (бочки, канистры) жидкие компоненты «А» и «Б». Для их приготовления на специализированных химических предприятиях используются, в зависимости от рецептуры, от 10 до 20 сырьевых ингредиентов, как правило дорогостоящих. При этом практически ни один из них в России не производится. Справедливости ради надо отметить, что аналогичная ситуация характерна и для всех прочих качественных полимерных материалов.
• Дорогое оборудование. В зависимости от модели (рабочего давления, производительности насосов, мощности нагревателей и типа привода) двухкомпонентного дозатора, его комплектации (обогреваемые шланги, бочковые насосы, блок рециркуляции), марки пистолета-распылителя, производительности компрессора и набора запчастей и принадлежностей, цена комплекта оборудования у различных его поставщиков колеблется в пределах 27-40 тысяч долларов США. Относительная дороговизна оборудования, впрочем, имеет и свою положительную сторону, поскольку создает рыночный барьер для мелких, с низким уровнем ответственности и профессиональной подготовки, субподрядчиков.
• Потребность в квалифицированном персонале, способном не только наносить равномерным слоем покрытие требуемой толщины на поверхности любой формы и конфигурации, но и оценивать степень подготовленности объекта, поддерживать в рабочем состоянии сложную технику.
• Изменение цвета покрытия под действием ультрафиолетового излучения. Ароматическая полимочевина светлых тонов довольно быстро темнеет на солнце. И хотя это приводит только к косметическим изменениям и не оказывает влияния на прочие эксплуатационные свойства покрытия, для наружных работ рекомендуются цвета черный, серый, коричневый, оранжевый, красно-коричневый, серебристый. На практике это ограничение сказывается лишь при выборе материала для облицовки объектов с высокими требованиями к декоративным свойствам, например открытых плавательных бассейнов, где от применения ароматической полимочевины следует отказаться в пользу более светостойких материалов.
• Умеренная химическая стойкость полимера. Полимочевина разрушается под действием концентрированных минеральных кислот и некоторых растворителей (ацетон, метиленхлорид, диметилформамид, этиленгликоль, бензол, толуол, ксилол, антифриз, тормозная жидкость) и не годится в качестве защитного покрытия, находящегося в постоянном контакте с высоко агрессивными химикалиями. В то же время широкая область применения полимочевины обусловлена ее устойчивостью к воздействию сточных вод, нефтепродуктов и ряда средне агрессивных химических реагентов (растворов солей, разбавленных кислот и щелочей).
• Перед принятием решения о проведении работ необходимо оценить возможность принятия мер по недопущению случайного попадания аэрозоля полимочевины на расположенные в зоне его досягаемости окна, оборудование, транспортные средства и т.п., во избежание нанесения их собственникам серьезного ущерба
Иллюзии и реальность
К сожалению, с первых дней продвижения на рынок имиджу новой технологии наносила серьезный вред переоценка ее возможностей, во многом действительно незаурядных и отмеченных выше. Этому в немалой степени поспособствовали эффектные, но не имеющие никакого практического значения рекламные ролики некоторых зарубежных фирм, демонстрирующие, например, напыление полимочевины прямо на лед и воду, но никогда не показывающие трудоемкую и кропотливую работу по подготовке изолируемых поверхностей на реальных объектах, почти всегда предшествующую нанесению финишного полимочевинного покрытия.
В результате многие новички, идя на поводу иллюзии кажущейся простоты процесса и стремясь свести к минимуму черновую подготовительную работу, испытывают на первых порах разочарование и несут большие материальные потери, не получая ожидаемого результата. Так, при напылении полимочевины в качестве напольного покрытия необходимо отдавать себе отчет в том, что, как и любое другое тонкослойное покрытие, оно лишь подчеркнет, а не скроет все дефекты и неровности плохо подготовленного, не выровненного бетонного основания.
Соблазн нанести полимочевину, как и любой другой самотвердеющий полимер, на пористую подложку (бетон, цементно-песчаная стяжка или даже фанера) без ее предварительного грунтования неизбежно приведет к многочисленным дефектам в виде кратеров, «перекрыть» которые не удастся ни за один, ни за два последующих прохода. Возможность напыления полимочевины на неочищенную, не обработанную праймером и мокрую сталь – также не более чем миф. Действительно, полимочевина прощает некоторые мелкие огрехи подготовки поверхности, но в приведенном примере полного игнорирования общепринятых правил рассчитывать на высокую адгезию полимера к основанию не приходится.
Оборудование
Обязательным условием для получения полимочевинного покрытия надлежащего качества является хорошее смешивание компонентов «А» и «Б». Поскольку скорость их реакции высока, смешивание должно происходить за очень короткое время. Этому требованию отвечают специальные двухкомпонентные распылительные установки, обеспечивающие точное дозирование компонентов «А» и «Б» в заданном соотношении (обычно 1:1 по объему), под давлением 150-250 атм и при температуре 60-80°С, и тонкое распыление смеси с помощью самоочищающегося распылительного пистолета, снабженного смесительной камерой высокого давления.

Подогрев компонентов, желательно раздельный, нужен не для чего иного, как для снижения вязкости каждого из них до уровня ниже 100 мПа*с, одного из важных условий качественного смешивания. Чем выше температура и давление компонентов, тем тоньше их смешивание и выше физико-механические свойства полимерной пленки. Установки компактны и вместе с компрессором и минимальным запасом компонентов могут размещаться на базе небольшого грузовика типа «Газели».
Большая длина обогреваемых шлангов (до 90 м) позволяет быстро разворачивать такой мобильный комплекс на объекте и заниматься укладкой покрытия без перемещения оборудования и бочек с компонентами. Обычные двухкомпонентные дозаторы низкого и среднего давления со статическими или механическими смесителями и промывкой смесительной камеры растворителями, широко применяемые для переработки менее реактивных систем, таких как эпоксидные, полиуретановые и полиэфирные смолы, для полимочевины непригодны.
Очень важен правильный выбор оборудования. Оно должно в полной мере соответствовать конкретному распыляемому полимерному материалу, поскольку для каждого из них необходима своя температура, давление, размер шлангов, вид распылительного пистолета, типоразмер смесительной камеры и сопла и т.д. Установка должна быть снабжена автоматическим контролирующим устройством, подающим сигналы или прекращающим работу насосов при появлении сбоя в дозировке одного из компонентов, означающего нарушение соотношения смешивания вследствие неисправности оборудования или засоренности фильтров.
В противном случае нарушение пропорции дозировки компонентов неизбежно приведет к тем или иным дефектам материала покрытия, которое придется удалять ценой больших потерь времени и сил.
Не менее важно надлежащее техническое обслуживание оборудования, которое может обеспечить только профессиональный, хорошо обученный и опытный персонал, знающий как техническую сторону оборудования, так и особенности химической технологии применяемых материалов.
Технология напыляемых полимочевинных эластомеров
В последние годы термин «полимочевина» привлекает к себе пристальное внимание специалистов, работающих в самых различных областях техники, промышленности и строительства, - везде, где актуальной является проблема создания эффективных и долговечных, экологичных и высокотехнологичных антикоррозионных и гидроизоляционных покрытий. Этому интересу далеко не всегда сопутствует четкое понимание того, а что, собственно, представляет собой полимочевина. Является ли она абсолютно новым полимерным материалом с доселе не виданными свойствами, «революционным прорывом в области полимерных покрытий», как утверждают некоторые мифотворцы, или, наоборот, всего лишь рекламным трюком, не заслуживающим серьезного внимания, как считают некоторые скептики. Истина, очевидно, как всегда, посредине.
Что такое полимочевина? Краткий исторический экскурс.
Первые упоминания о полимочевине в технической литературе относятся к 80-м годам прошлого века, когда в ходе развития технологии RIM (реакционное инжекционное формование), которая и по сегодняшний день широко применяется в автомобилестроении при производстве некоторых крупногабаритных деталей, например бамперов, усилиями фирмы Texaco Chemical (позднее вошла в состав Huntsman Corporation) вместо традиционных для химии полиуретанов высокомолекулярных полиэфирполиолов стали применять полиэфирамины – схожие с ними продукты, но содержащие на концах макромолекул не гидроксильные, а аминные группы. Это позволило повысить производительность технологического процесса, сократив время формования деталей до нескольких секунд.
Специалистам этой же фирмы принадлежит идея коммерциализации новой химической технологии в совершенно иной области техники – напыляемых полимерных покрытиях. На это ушло более 10 лет и потребовалась серьезная работа по синтезу аминных сшивателей (удлинителей цепи) и изоцианатных форполимеров, а также по созданию принципиально нового оборудования и преодолению таких «детских болезней», как плохое смачивание подложки, низкая межслойная адгезия и посредственное качество поверхности покрытий. Новый полимер получил название «полимочевина» (polyurea), а новая технология – «напыляемые полимочевинные эластомерные покрытия» (spray polyurea elastomer coatings).
Бурное развитие рынка напыляемых покрытий началось в конце 90-х годов в США и Канаде, где в 2000 г. была создана Ассоциация развития полимочевины (PDA), объединяющая поставщиков сырья, производителей систем компонентов и оборудования, а также подрядчиков, выполняющих монтаж покрытий на объектах. В первую очередь наиболее заметный рост был отмечен применительно к защитному слою поверх пенополиуретановой изоляции на кровлях и износостойкому покрытию кузовов популярных в Америке пикапов, а также при ремонтных работах на трансаляскинском нефтепроводе. К настоящему времени объем производства полимочевины в Северной Америке достигает нескольких десятков тысяч тонн в год. Высокие темпы роста отмечены и в Азии. В более консервативной Европе рынок напыляемых покрытий только начал формироваться в последние годы.
В России рынок полимочевины, как и в целом полимерных покрытий, находится в зачаточном состоянии, хотя и здесь нельзя не заметить произошедшие за последние 1-2 года изменения. Основными предпосылками для роста потребления полимочевины в России являются, во-первых, большая потребность в эффективных материалах для гидроизоляции и защиты от коррозии, адаптированных к суровым климатическим условиям, и, во-вторых, заинтересованность многочисленных российских фирм, уже имеющих необходимое оборудование, но использующих его исключительно для напыления пенополиуретана, в более полной загрузке своих установок.
Параллельно с совершенствованием рецептур и оборудования идет постоянный поиск новых возможностей применения. Ниже перечислены только некоторые из них:
• Облицовка изготовленных из бетона емкостей, отстойных прудов, резервуаров, плотин, каналов, насыпей, туннелей, труб, колодцев; гидроизоляция и декоративное покрытие чаш, стен и полов плавательных бассейнов.
• Гидроизоляция полов и стен в производствах с высокой влажностью и коррозионным воздействием агрессивных жидкостей.
• Напольные покрытия производственных и складских помещений, торговых центров, многоэтажных парковок.
• Защита поверхности бетонных мостов от воздействия солей-антиобледенителей.
• Антикоррозионные покрытия по металлу: внутренние и наружные покрытия стальных емкостей, силосов и труб, мостов, опор, свай, корабельных палуб.
• Гидрозащитные кровельные покрытия, в том числе наносимые поверх теплоизоляционного слоя из жесткого напыляемого пенополиуретана
• Облицовка платформ грузовых автомобилей, самосвалов, вагонов для перевозки зерна, угля, минеральных удобрений и других сыпучих грузов; защита от износа горнодобывающего оборудования, дробильных установок.
• Создание бесшовных пленочных покрытий, наносимых на подложку из геотекстиля, для обкладки земляных котлованов-отстойников, предназначенных для удержания различных жидкостей.
Немного химии
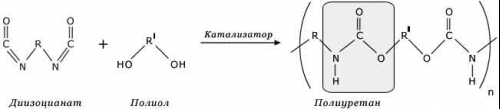
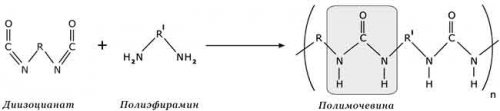
Сходство и различия между полиуретаном и полимочевиной отчетливо видны из представленных ниже в упрощенном виде химических реакций:
1.
2.
3.
![]()
Из них, в частности, следует, что:
• Компонент «Б» (изоцианат, отвердитель), представляющий собой в данном случае форполимер с концевыми изоцианатными группами, в обеих системах по сути одинаков, что дает основание классифицировать полимочевину как одну из разновидностей полиуретанов. Во избежание путаницы в терминах необходимо помнить, что в США и Канаде, в отличие от всего остального мира, принято именовать изоцианат компонентом «А» (A-side), а смолу (базу, полиол) - компонентом «Б» (B-side).
• Основой компонента «А» полиуретановых систем служат полиолы - простые и/или сложные полиэфиры с концевыми гидроксильными группами. Как правило, для ускорения реакции образования полиуретанов (I) используют добавки катализаторов. Основой компонента «А» полимочевины служат полиэфирамины с концевыми аминогруппами, намного превосходящими гидроксильные группы по реакционной способности с изоцианатами. Реакция образования полимочевины (II) проходит очень быстро даже на холодных поверхностях и не нуждается в катализаторах, то есть является автокаталитической.
• Важное значение в понимании различия между полиуретаном и полимочевиной имеет побочная реакция (III) изоцианата с водой, проходящая с выделением углекислого газа и способная ухудшить качество покрытия. По скорости она сравнима с реакцией (I) образования полиуретана, но значительно уступает реакции (II) образования полимочевины. И поскольку влага в тех или иных количествах присутствует везде – на поверхности и в порах субстрата, в окружающем воздухе и в самом компоненте «А», процесс нанесения полиуретановых покрытий является уязвимым, не очень надежным и зависимым от внешних условий, чаще всего неблагоприятных, особенно в России с ее преимущественно холодным и сырым климатом.
Кандидат технических наук С.Л. Покровский