СМОЛЫ ДЛЯ АБРАЗИВНЫХ ИЗДЕЛИЙ
Существуют две основные категории абразивов: абразивный материал со связующим и абразивная ткань.

Технические характеристики
В производстве абразивных материалов со связующим, например, таких как шлифовальные диски, обдирочные шлифовальные круги, и круги для отделочного шлифования, используется смесь новолачных и резольных смол в различных соотношениях – от 2:1 до 3:1. Для производства абразивной ткани, например, наждачной бумаги используются только фенольные смолы резольного типа. В абразивной промышленности используется готовая смесь новолачной смолы с уротропином, т.е. пульвербакелит.
 Абразивные материалы — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных менее твердых материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Они используются в виде зерна или порошков в свободном виде или в виде изготовленных из них инструментов.
Абразивные материалы — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных менее твердых материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Они используются в виде зерна или порошков в свободном виде или в виде изготовленных из них инструментов.
Основные виды абразивных инструментов и составов:
• Отрезные круги различных диаметров (до 3500 мм), ширины, высоты и форм (профилей) рабочего (абразивного) слоя и способов закрепления его на корпусе круга.
• Шлифовальные круги: Различные абразивные материалы в виде кругов, дисков, конусов разных профилей и диаметров.
• Бруски: Абразивные и металлоабразивные разных размеров и профилей для хонингования, притирки, суперфиниширования.
• Лента: Синтетическая или растительнотканная лента разной ширины с приклеенными на ее одной или двух сторонах зернами абразивных материалов.
• Пасты: Абразивные притирочные и полировальные абразивы равномерно распределенные в связующем (парафин, церезин, олеиновая кислота, стеарин, масла, керосин и др).
• Свободное зерно: Сухие абразивные зерна для гидроабразивной, ультразвуковой и
• пескоструйной обработки.
Абразивные материалы делятся по твердости (сверхтвердые, твердые, мягкие), по химическому составу, по величине шлифзерна (крупные или грубые, средние, тонкие, особо тонкие), величина зерна измеряется в микрометрах (мк) и mesh.
Шкала зернистости
Зернистость – это условная числовая характеристика зернового состава шлифовальных порошков. Номер зернистости показывает размер основной фракции шлифматериала в сотых долях мм. Качество обработанной поверхности в значительной степени определяется зернистостью шлифовального материала. Ориентировочно принято применять крупное зерно для обдирочного и чернового шлифования, а мелкое и тонкое зерно – на отделочных операциях.
Шкала твердости
Твердость абразивного инструмента зависит от количества и качества связующего вещества, т.е. от материала, который служит опорой для абразивных зерен и удерживает их во время операции резания. Мягкие абразивные круги применяются при неглубоком резании, а твердые абразивные круги для мягких материалов на небольших контактных поверхностях и глубоком резании. В настоящее время твердость маркируется буквенных обозначением или цифровым показателем.
Структура
Структура абразивного инструмента характеризуется содержанием абразивного материала в единице его объема, выраженным в процентах. Абразивные инструменты изготавливаются с заранее заданной структурой. Каждой структуре присваивается свой номер от 1 до 12. Чем выше номер структуры, тем больше связки и меньше зерна на единице объема инструмента. Структуры №1-4 называют закрытыми (плотными), №5-8 – средними, №9-12 – открытыми.
Из органических связок наибольшее распространение получила бакелитовая на основе фенол формальдегидной смолы с наполнителями. Абразивный инструмент на бакелитовой связке обладает более высокой прочностью, особенно на сжатие, и достаточной упругостью. К основным преимуществам использования фенольных связующих в производстве синтетических абразивных материалов относятся получение более активного покрытия, хороший съем припуска обработки, препятствие перегреву абразива, высокий срок службы абразива. Высокая прочность бакелитовой связки позволяет изготовленному на абразивному инструменту работать на больших скоростях. Инструмент различных типов и размеров может применяться для всех видов обработки. При идентификации абразивных изделий бакелитовая связка обозначается буквой Б (на отрезных кругах – В).
Керамическая связка представляет собой смесь, состоящую из огнеупорной глины и плавней, отличается высокой огнеупорностью, химической стойкостью и относительно высокой прочностью на разрыв. Керамическая связка используется преимущественно в производстве материалов на основе глины, талька, шпата и т.д.
Смола выбирается как в зависимости от технических характеристик абразивного материала (жесткость, шлифовальные характеристики), так и от способа проведения процесса.
Наиболее широко используемыми в производстве абразивных материалов являются высококонденсированные новолаки с низким содержанием свободного фенола, имеющие высокую температуру размягчения, текучесть от средней до низкой и высокую вязкость расплава. Смолы смешивают с уротропином (6—14%, предпочтительнее 9%), и затем всю композицию измельчают. Низкое содержание ГМТА приводит к образованию менее плотной сетки, тогда как его высокое содержание приводит к повышению плотности сшивания и, следовательно, к увеличению твердости и теплостойкости абразивного круга. Эластичность и ударную прочность фенольного связующего можно повысить добавлением различных модификаторов, в частности эпоксидной смолы, поливинилбутадиенового каучука и пр.
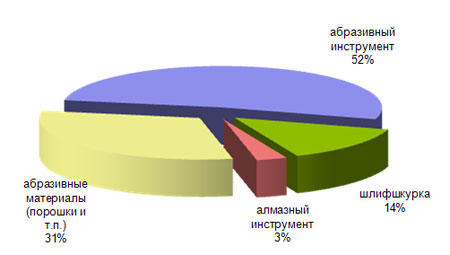
Наиболее широко используемым абразивным инструментом на гибкой основе является шлифшкурка. Шлифовальная шкурка используется для получения получистовой, чистовой и отделочной абразивной обработки поверхностей деталей:
• шпаклевок;
• гипсокартона;
• гипсовых штукатурок;
• набелов при ремонте;
• древесины;
• лакокрасочных покрытий (особенно для обработки кузовов автомобилей);
• при зачистке электрических контактов от окислов и нагаров;
• пластмасс, стекла, керамики, фарфора;
• черных и цветных металлов.
Производство в России
Российскими предприятиями выпускается широкий ассортимент абразивных материалов. Среди них - шлифовальные круги и бруски различных профилей и из различных видов шлифовального материала (в частности электрокорундов и карбидов кремния) на керамической связке, на органических связках (вулканитовой и бакелитовой), инструмент из сверхтвердых материалов - синтетического алмаза и кубического нитрида бора (эльбора) на керамической, органической и металлической связках, а также различные шлифшкурки.
Источник: данные компаний
Характеристики основных связок, используемых в производстве абразивных материалов в России
| Связки | Состав | Традиционное обозначение | Области применения |
| Керамические | Смеси огнеупорной глины, шпата, борного стекла, талька и др. минеральных матер-в, сост. по определенной рецептуре с добавками клеящих веществ; стекла, декстрина и др. | К1, К2, КЗ, К4, К5, К6, К8, К10 | для всех основных видов шлифования, кроме прорезки узких пазов, обдирочных работ на подвесных станках |
| К2, КЗ | для инструмента из карбида кремния | ||
| К2 | для мелкозернистого инструмента | ||
| К1, К5, К8 | для инструмента из электрокорунда | ||
| Бакелитовые | Пульвербакелит или жидкий бакелит с наполнителями и увлажнителями | Б, Б1, Б2, БЗ, Б4, Б8, БР, Б156, БП2, БП3, ТО2, 01 БУ, Б156, БП2 | круги с упрочняющими элементами для шлифования при скоростях круга 65 80 и 100 м/с; кругов для скоростного обдирочного шлифования, плоского шлифования; отрезки и прорезки пазов; заточки инструментов; для шлифования прерывистых поверхностей; мелкозернистые круги для отделочного шлифования; алмазные и эльборовые круги; бруски хонинговальные, сегменты шлифовальные. |
| Вулканитовые и прочные связки | Синтетический каучук с наполнителями и добавками | В, В1, В2, В3, В5, Гф, Пф, Э5, Э6 | ведущие круги для бесцентрового шлифования; гибкие круги для полирования и шлифования на связке В5, круги для отрезки и шлифования пазов; круги для некоторых чистовых операций профильного шлифования; шлифовальные круги на вулканитовой связке В3; гибкие плиты на связке В5; полировальные высокопористые круги на связке Пф; круги на магнезиальной связке; тонкозернистые круги на глифталевой связке и с графитовым наполнителем для окончательного полирования. |
| Металлические связки (гальванические) | алмазные круги повышенной износостойкости для обработки твердых сплавов, а также круги для электрохимической абразивной обработки. | ||
Традиционными и наиболее широко используемыми являются керамическая и бакелитовая связки, при этом большие темпы прироста объемов выпуска наблюдались в последние годы в сегменте материалов на керамической связке. На инструменты на вулканитовой связке приходится менее 2% от общего объема производства.
Структура производства абразивных материалов в России в 2007 году по видам связок
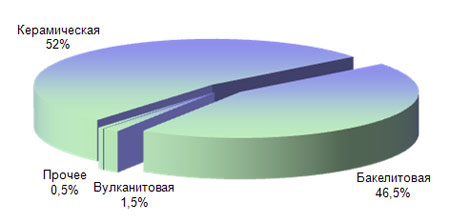
Источник: данные компаний
Абразивный инструмент на бакелитовой связке в большинстве случаев изготавливается из электрокорунда нормального и карбида кремния черного. Бакелитовая связка наиболее в наибольших объемах используется в производстве отрезных кругов, дисков и т.п. изделий. В данном случае производители используют смесь пульвербакелита и жидкого бакелита (СФП+БЖ).
С анализом рынка абразивных инструментов Вы можете познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок абразивного инструмента в России».
Автор:
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 918-13-12, (495) 911-58-70
E-mail: mail@akpr.ru
WWW: www.akpr.ru
Об авторе:
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
• Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование