ВИБРОПРЕССОВАНИЕ ТРОТУАРНОЙ ПЛИТКИ: технологические основы
С решением актуальных на сегодняшний день задач по повышению устойчивости тротуарной плитки к влиянию механических, химических, физических и климатических факторов успешно справляется продукция, изготовленная методом вибропрессования.

Технология объемного вибропрессования позволяет получать мелкоштучные бетонные изделия различной формы, толщины, цветовой гаммы, со строгой геометрией форм и параллельностью поверхностей., обеспечивая высокую прочность и геометрическую точность изделий. Данная технология легко автоматизируется, что даёт возможность повысить производительность и исключить влияние человеческого фактора на качество готовой продукции. Технология объемного вибропрессования позволяет получать изделия не только на основе песчаного бетона, но и с использованием различных материалов, являющихся отходами основного производства (опилки, топливные шлаки, золы, бой кирпича и пр.). Тротуарная плитка, выпускаемая на современном, профессиональном оборудовании служит более 15 лет.
Для производства бетонной тротуарной плитки используют два метода:
- вибропрессование жестких смесей с низким водосодержанием (низким В/Ц);
- вибролитьё с использованием пластифицирующих добавок.
Оба метода позволяют получить бетонную плитку с низкой пористостью благодаря малому содержанию воды в бетонной смеси и обеспечению плотной укладки бетонной смеси с применением механических воздействий (вибрирование или вибропрессование). Какого-либо принципиального преимущества у каждого из этих методов нет. Следует отметить, что различные технологии соответствуют разным областям и условиям применения изделий. Выпускаемые изделия не конкурируют, а дополняют друг друга, и призваны удовлетворить широкие потребности индивидуального и массового застройщика.
Рассмотрим особенности производства тротуарной плитки методом объемного вибропрессования.
Вибропрессование - заключается в том, что бетонная смесь укладывается в пресс-форму (матрицу), которая стоит на станине. Станина непрерывно вибрирует. На смесь сверху начинает давить пуансон (деталь обратная матрице, идеально точно входящая в нее, как поршень в цилиндр) и давит до полного уплотнения смеси (30-35 атм). Пуансон тоже непрерывно вибрирует. После этого матрица и пуансон поднимаются, а на поддоне остаются готовые изделия. Метод высокопроизводителен и допускает высокую степень автоматизации.
При производстве тротуарной плитки методом вибропрессования легко выйти на большие объемы производства, т.к. метод технологичен и не требует большого количества ручного труда.
Формовка изделий производится на стационарных вибропрессах. Для вибропрессования характерно использование полусухих бетонных смесей с пониженным водоцементным отношением (В/Ц). Снижение водоцементного отношения позволяет изготавливать изделия высокой прочности при уменьшенном содержании цемента марки М-400.
Таблица 1
Зависимость прочности бетона от водоцементного отношения
| Проектная марка бетона | Марка цемента | |
| 400 | 500 | |
| 100 200 300 250 300 | 1,03 0,85 0,69 0,57 0,53 | - - 0,79 0,65 0,61 |
Примечание. Значения В/Ц приведены для бетона, приготовленного на щебне и песке с модулем крупности до 2,5.
ГОСТ 17608-91 «Плиты бетонные тротуарные» прямо указывает, что для изготовления тротуарной плитки водоцементное отношение (В/Ц) должно быть не более 0,4. При увеличении водоцементного отношения тротуарная плитка никогда не будет отвечать требованиям ГОСТа, капиллярные поры в бетонной массе снизят и морозостойкость, и прочность изделия. Поэтому требования ГОСТа вполне закономерны, тротуарную плитку следует изготавливать при В/Ц не более 0,4.
Бетон с низким В/Ц классифицируется как жесткий бетон. При определении подвижности бетона стандартным конусом, жесткий бетон практически не дает усадку после снятия эталонного конуса.
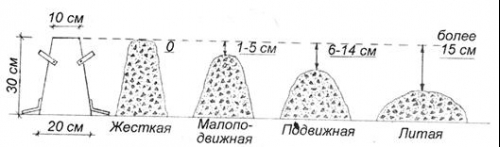
Рис. 3. Определение подвижности бетона стандартным конусом
Метод полусухого вибропрессования позволяет получать изделия с высокими характеристиками морозостойкости (F-200, F-300 и более) и низким водопоглощением (меньше 5%). Изделиям, изготовленным на вибропрессах, характерна точность геометрических размеров и стабильность основных эксплуатационных параметров.
Формующей частью вибропресса является матрица и пуансон. Пуансон имеет на своей поверхности рисунок, который отпечатывается на лицевой поверхности тротуарной плитки. Матрица отвечает за формование стенок изготавливаемой плитки. Формование изделий происходит на сменных технологических поддонах, подаваемых затем на участок сушки.
Методом вибропрессования возможно изготавливать тротуарную плитку, бордюры и водоотливы, а также стеновые и перегородочные камни. Так, изначально покупая неавтоматизированный вибропресс в стандартной комплектации, впоследствии его можно дооснастить различными устройствами и приспособлениями, которые существенно увеличат производительность вибропрессового оборудования.
Типичные заблуждения относительно применения вибропрессов в производстве строительных материалов
Миф 1. Вибропресс стоит очень дорого, и малым предприятиям его покупка не по карману.
Миф 2. Сменная оснастка вибропресса стоит дорого, для выпуска новых изделий требуется покупка новой оснастки.
Миф 3. Вибропресс - машина сложная, и для его обслуживания необходимы высококвалифицированные специалисты.
Миф 4. Переналадка вибропресса на выпуск новой продукции - процесс сложный и трудоемкий, доступный только специалисту.
Однако если подробно рассмотреть применение вибропресса в производстве тротуарной плитки, выяснится, что перечисленные пункты не соответствуют действительности и являются лишь домыслами людей, не владеющих информацией об использовании современного виброоборудования на небольших предприятиях, выпускающих строительные материалы.
В качестве примера, рассмотрим технологию производства вибропрессованной тротуарной плитки на примере доступного рычажного вибропресса классической компоновки. Рычажные вибропресса оснащены двумя электромеханическими вибраторами и имеют рычажный привод подъема подвижных частей вибропресса. Сам процесс производства тротуарной плитки на вибропрессе условно можно разделить на три этапа: Рис. 4.

Рис. 4. Процесс производства тротуарной плитки на вибропрессе
1. Приготовление бетона
Для приготовления бетона потребуется бетоносмеситель принудительного действия, как и при изготовлении литьевой тротуарной плитки. Для однослойных изделий достаточно одного смесителя, для выпуска двухслойных соответственно два смесителя. После приготовления бетона, формовочная смесь подается непосредственно в матрицу вибропресса.
2. Формование
Матрица прижимает технологический поддон к виброплощадке пресса, после загрузки формовочной смеси в матрицу, опускается пуансон, и включаются вибраторы виброплощадки и каретки пуансона. Под действием виброимпульсов происходит уплотнение материала. Время вибропрессования обычно не превышает 3-5 секунд. Затем матрица и пуансон посредством приводных рычагов поднимаются в верхнее положение, а на виброплощадке остается технологический поддон с отформованными изделиями.
Поддон с тротуарной плиткой подается на участок сушки, а на его место устанавливается следующий поддон.
3. Сушка изделий
Технологические поддоны с отформованными изделиями подаются на участок сушки, где должны подвергнуться тепловлажной обработке. В качестве теплоносителя обычно используют водяной пар. Однако при наличии свободных площадей вполне допускается твердение изделий на основе портландцемента в условиях производственного помещения, таким образом, значительно снижаются расходы на тепловую обработку изделий.
Изделия снимаются с технологических поддонов по достижению прочности бетона не менее 1,5-2,0 МПа (обычно уже через 5-8 часов), затем освободившиеся поддоны повторно подаются на формовочный участок и цикл повторяется.
Таким образом, для организации производства вибропрессованой тротуарной плитки потребуется следующий минимальный набор оборудования:
- бетоносмеситель принудительного действия,
- рычажный вибропресс,
- комплект технологических поддонов (при организации производства для снижения первоначальных расходов, возможно изготовление технологических поддонов самостоятельно).
Так же необходимо позаботиться об источнике тепла на участке сушки, если предполагается выпускать продукцию не только летом. При точном соблюдении рецептуры, вибропрессованная тротуарная плитка полностью соответствует требованиям ГОСТа 17608-91 по прочности, истираемости, водопоглощению и морозостойкости
При меньшем расходе цемента вибропрессованная тротуарная плитка значительно прочнее литой плитки. Технология вибропрессования позволяет сократить расход пластификатора и модифицирующих добавок и значительно уменьшить долю ручного труда на производстве.
Организация двухсменной работы, сокращенный технологический цикл (по сравнению с технологией производства литой тротуарной плитки) позволяют резко увеличить выпуск продукции, при снижении накладных расходов. Большинство промышленных вибропрессов имеют солидный запас по увеличению производительности.
С бизнес-планом организации производства тротуарной плитки Вы можете познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Бизнес-план производства тротуарной плитки методом вибропрессования мощностью 300 тыс.кв.м. в год».
Об авторе:
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
-Маркетинговые исследования
-Технико-экономическое обоснование
- Бизнес-планирование
Автор:
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 642-72-28
E-mail: mail@akpr.ru
WWW: www.akpr.ru