ЛЕГКИЕ КОНСТРУКЦИИ: металл + полимеры
При изготовлении гибридных соединений деталей из металла и волокнистого композиционного материала решающее влияние на качество соединения оказывает предварительная обработка поверхностей.

Сравнение индукционной сварки и склеивания демонстрирует уровень достигаемой в настоящее время прочности подобных соединений и позволяет определить возможные области их применения, например в автомобилестроении.
В контексте современного развития технологий наблюдается все более широкое использование легких конструкций, особенно комбинированных из металлов и волокни-стых полимерных композиционных материалов (BПKM), которые можно часто встретить, например, в автомобиле- и авиастроении. Вместе с тем лишь с развитием способов соединения легких металлов с ВПКМ в составе гибридной детали могут быть минимизированы специфические негативные свойства каждой группы материалов и объединены их достоинства. Наиболее приемлемым методом создания таких гибридных соединений в настоящее время считается склеивание.
При применении ВПКМ с термопластичной матрицей могут быть непосредственно использованы ее адгезионные способности. Поскольку термопластичная матрица должна нагреваться выше температуры плавления, то, в некоторой степени условно, здесь допустимо говорить также о процессе сварки. При изготовлении металл-полимерных композиционных материалов посредством индукционной сварки поверхности соединяемых деталей входят в такое тесное соприкосновение, что возникает так называемый внутренний контакт и на границе их раздела протекают комплексные физико-химические процессы.
При формировании адгезионного взаимодействия обращают внимание не только на механическое зацепление благодаря проникновению полимера в углубления неровностей на соединяемой поверхности металлического компонента, но и прежде всего химические и термодинамические механизмы. Физические механизмы включают водородные связи, дипольные и дисперсионные силы. Химические ковалентные связи могут быть образованы благодаря взаимодействию функциональных групп полимера с металлом. Большое значение для смачивания и, следовательно, для совместимости соединяемых деталей имеют величины поверхностной энергии соединяемых деталей и энергии на границе раздела фаз. Этот фактор рассматривается в рамках теории термодинамической адгезии.
Чтобы получить высококачественное соединение, не¬обходимо активно воздействовать на механизм его образования. Притом важно инициировать химическое взаимодействие между соединяемыми деталями, которое может быть достигнуто благодаря их целенаправленной предварительной обработке, влияющей на свойства граничащих поверхностей (см. таблицу).

Способы предварительной обработки поверхностей соединяемых деталей и достигаемый при JTOM эффект
Влияние обработки поверхностей
Для оценки результатов индукционной сварки были вы¬полнены образцы стандартных размеров в соответствии с нормами на испытание клеевых соединений. Соединения листовых образцов (рис. 1) из сплава алюминия AlMg. толщиной 1 мм и из усиленного углеродной тканью атлас¬ного плетения 1/4 (содержание - 48 % об.) полиамида 66 (ПА66-УВ) толщиной 2 мм были изготовлены индукцион¬ной сваркой и склеиванием.

При осуществлении индукционной сварки в электропроводящих материалах индуцируются токи, которые благодаря резистивному эффекту и магнитному гистерезису приводят к генерированию теплоты и плавлению матрицы ВПКМ. В результате приложения давления детали спрессовываются одна с другой, вследствие чего образуется прочное соединение.
Для склеивания образцов использовали реакционноспособный двухкомпонентный эпоксидный клей, оба компонента которого, находящиеся в отдельных емкостях одной и той же упаковки (обычно тюбика), выдавливаются в заданном соотношении на место соединения. В общем случае реакция отверждения подобных клеев происходит или при повышенной (клеи горячего отверждения), или при комнатной (клеи холодного отверждения) температуре. В данном случае в качестве клея была выбрана эпоксидная композиция, часто используемая в автомобилестроении и отверждаемая при температуре 170 - 180 °С.
Поверхность образцов ПА66-УВ перед сборкой очищали ацетоном. Металлические пластинки перед индукционной сваркой подвергали:
• очистке ацетоном (в течение 3 мин в ванне с обработкой ультразвуком);
• струнной обработке корундом (размер частиц - 150 - 200 мкм);
• травлению в щелочной ванне (в течение 15 мин в одномольном растворе NaOH);
• травлению в кислотной ванне (в течение 15 мин в концентрированном растворе HNO^).
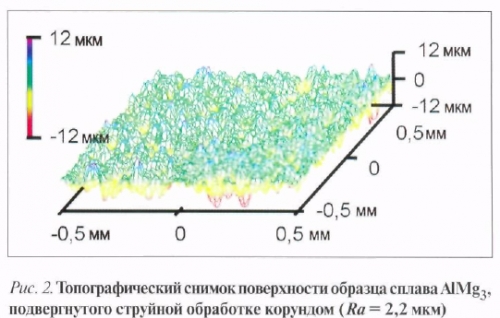
Перед склеиванием металлические пластинки подвергали лишь щелочному травлению. Микрорельеф поверхности соединяемых образцов изучали с помощью растровой электронной микроскопии (рис. 2), а шероховатость поверхности характеризовали параметром Ra, значения которого измеряли с помощью лазерного профилометра.
Непосредственно после обработки и исследования поверхности образцов их соединяли внахлестку согласно стандарту DIN EN 1465. Образцы соединений испытывали на разрывных машинах типа Zwick 1485 и Zwick Z 020.
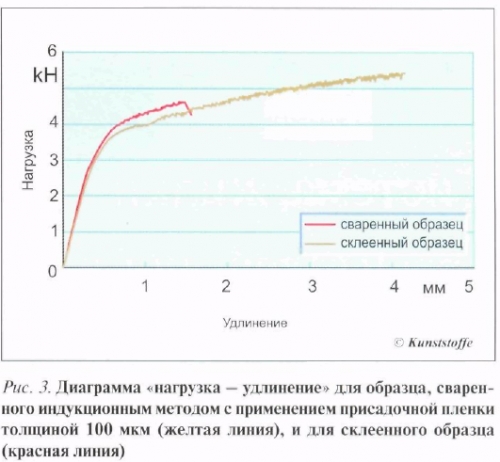
На рис. 3 представлена типичная зависимость «нагрузка удлинение» при испытании на сдвиг при растяжении сваренных и склеенных образцов соединений.
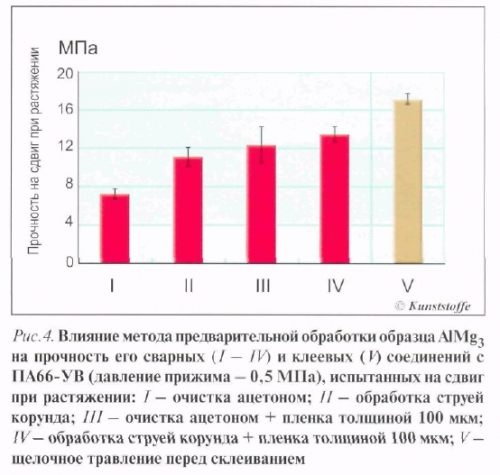
Данные рис. 4 показывают, какого уровня прочности соединения гибридных материалов можно достигнуть, применяя процесс индукционной сварки. Заметное повышение этого параметра происходит при умелом комбинировании методов предварительной подготовки поверхностей.
Так, прочность сварного соединения после подготовки поверхности струйной обработкой корундом и введения в зону соединения полимерной присадки со¬ставила почти 14 МПа, что примерно в два раза больше по сравнению с образцами, подготовленными к сварке только очисткой ацетоном. Прочность образцов, изготовленных с применением склеивания, составила 17 МПа, что на 20 % выше прочности образцов, сваренных индукционным МС10ДОМ.
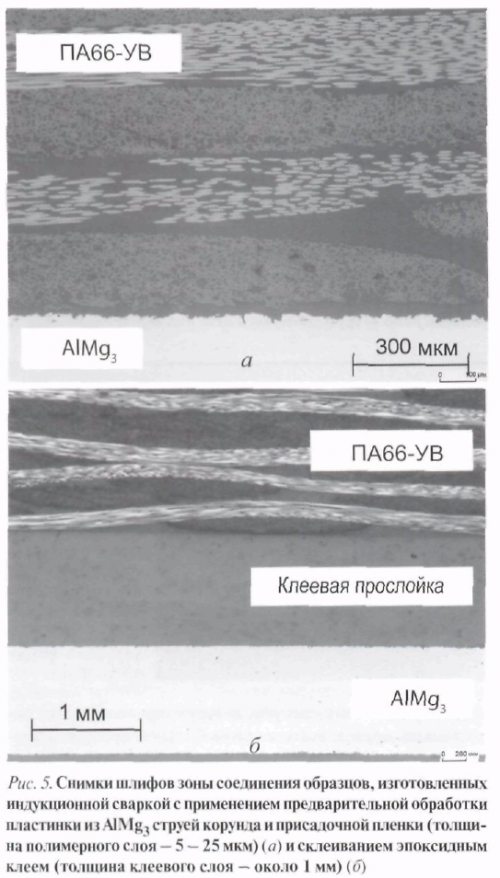
На рис. 5 показаны сделанные на световом микро¬скопе снимки шлифов поперечных разрезов сварного образца, изготовленного с применением струйной об¬работки поверхности и полимерной присадочной пленки, и склеенного образца, Отчетливо видно, что в зоне сварного шва имеется промежуточный полимерный слой.
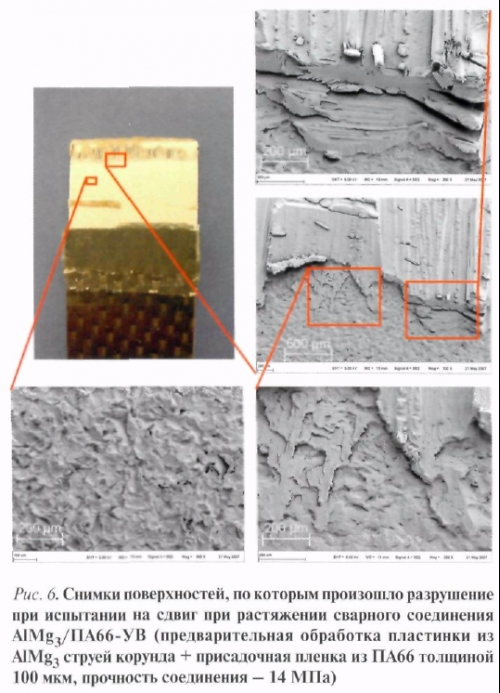
На основании электронно-микроскопических снимков (рис. 6) поверхностей, по которым произошло разрушение, можно сделать дальнейшие выводы о механизме соединения. По ним можно заключить, что в случае индукционной сварки на пластинке из AIMg3 только местами наблюдаются остатки полимера и углеродных волокон, что указывает на доминирующий адгезионный характер разрушения соединения. Он обусловлен также появлением сил отслаивания при испытании нахлёсточного образца на сдвиг при растяжении. По сравнению со сварными разрушение клееных образцов имеет почти исключительно когезионный характер, что указывает на высокие силы адгезии между клеевым слоем и соединяемыми образцами.
Выводы
Для исследования новой технологии применительно к производству легких строительных конструкций из металлов и волокнистых полимерных композиционных материалов были изготовлены методами индукционной сварки и склеивания образцы нахлесточных соединений AlMg3 и ПА66-УВ. Для осуществления индукционной сварки у соединяемого металлического образца необхо¬димо обеспечить достаточную шероховатость поверхности (например, обработкой струей корунда), а у образца из ВПКМ - достаточное количество полимера на границе раздела. Прочность на сдвиг при растяжении соединений, изготовленных индукционной сваркой, оказалась приблизительно па 20 % ниже прочности клееных образцов. Однако сваренные образцы уже непосредственно после процесса образования соединения достигают сво¬ей конечной прочности, в то время как клееные образцы требуют определенной выдержки после склеивания. Дальнейшего улучшения адгезионного взаимодействия образцов металлов и ПМ и, следовательно, повышения прочности их соединений можно, очевидно, достигнуть за счет оптимизации параметров процесса (температура, давление, продолжительность). Таким образом, индук¬ционная сварка уже в настоящее время демонстрирует пригодность для использования при изготовлении ги¬бридных легких строительных конструкций из металлов и ВПКМ.
Руди Велтуис и др.
Перевод Г. В. Комарова
Lightweiqht Structure in Metal and Fiber-Reinforced Composites
R. Velthuis, M.P. Koetter, P.L Geiss, P. Mitschang, Л.К. Schlarb PROCESS COMPARISON. In the production of hybrid compounds made up of metal and fiber-reinforced composite, the рте-treatment of the surface has a decisive influence on the quality of the bond. A comparison of induction welding and gluing shows the bond strength thai can he achieved today and permits an assessment for potential fields of application, such as in automotive engineering.