ДЕФЕКТЫ ПОЛИЭФИРНЫХ ПОКРЫТИЙ
Полиэфирное покрытие не только является эффективной защитой для слоистых стеклопластиков, но и часто служит в качестве косметической отделки, повышающей рыночную стоимость изделия.

В последнее время из-за возрастающих требований к современному производству армированных пластиков и для увеличения их объема выпуска поставщики занимаются усовершенствованием оборудования для нанесения покрытий распылением. Применение этого усовершенствованного оборудования (например, систем «безвоздушного» распыления высокого давления, а также использование традиционных систем с красконагнетательным баком, работающих в более интенсивном режиме) привело к возникновению дефектов поверхностного слоя на готовых изделиях с желеобразным покрытием, вызванных расслоением смол. Такие дефекты обычно известны под названиями «образование трещин полиэфирной смолы» (resin tearing), «полосчатость» (streaking) или «снеговой щит» (snow-fencing).
Наблюдения этих дефектов поверхности на готовых изделиях в цехах изготовителей армированных пластиков, а также воспроизведение их в контролируемых лабораторных условиях вызывают следующие вопросы:
1. Что представляет собой образование трещин полиэфирной смолы?
2. Как это выглядит?
3. Почему это происходит?
4. Как можно устранить эту проблему?
Данная работа дает ответ на вышеуказанные вопросы. Данные, полученные в результате микроскопических и рентгенографических исследований, полностью объяснили природу растрескивания смолы. Выполненное при разных условиях, в лаборатории, нанесение смоляного слоя различных составов методом разбрызгивания, проведенное в заводских условиях, предоставляют разумное теоретическое объяснение причин этого явления. Для определения методов устранения этого явления рассмотрено большое количество действующих факторов:
1. Условия распыления желатинообразного покрытия, включая используемое оборудование, тип формовки изделий, способ нанесения покрытия, используемые разбавители.
2. Влияние применяемых наполнителей и пигментов.
3. Рассматривался эффект применения различных типов смол образующих покрытие, а также устройств измельчающих пигменты.
4. Исследовалось применение различных тиксотропий и загустителей, а также реология всей системы, включая роль различных растворителей.
5. Исследовались различные увлажнители и реагенты, удаляющие воздух, чтобы определить их влияние на устранение дефекта.
В настоящей работе представлены полученные в ходе исследования выводы и рекомендации, предназначенные для изготовителей конечных изделий и изготовителей желеобразных покрытий, применяемых для улучшенных покрытий изделий.
Вступление
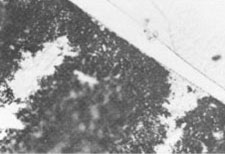
Растрескивание (образование трещин) полиэфирной смолы является дефектом поверхности, появляющимся на деталях формованных из стеклопластика в виде полосок обесцвечивания, обычно линейных по форме и часто ошибочно принимаемых за расслоение пигмента. На поверхности большинства покрытий, например, серой или синей, такие дефекты выглядят как черные штрихи. На грязно-белых или коричневых покрытиях это выглядит как темно-коричневые штрихи. Наиболее часто этот дефект наблюдается на покрытиях: (1) светло-коричневых, (2) грязно-белых, (3) светло-серых или синих. На более темных поверхностях дефект не виден. Пример растрескивания смоляного покрытия показан на рис.1-3.
Рис.1. Отслоение смолы в желеобразном покрытии из полиэфирной смолы, увеличение в 40 раз

Рис.2. Отслоение смолы в желеобразном покрытии из полиэфирной смолы, увеличение в 100 раз

Рис. 3. Отслоение смолы в желеобразном покрытии из полиэфирной смолы, увеличение в 100 раз

Проблема, вероятно, чаще всего возникает на покрытиях в местах имеющих острые углы или малые радиусы закругления, где нанесение покрытия нужной толщины затруднено и приходится менять угол напыления в процессе нанесения покрытия. Дефект может возникнуть и на ровном месте, но это редкий случай, к тому же часто такое место располагается рядом с проблемной криволинейной поверхностью или радиусом. Примерами изделий из армированного пластика, у которых часто возникают такие проблемы, являются душевые установки и ванны для горячей воды, трубы для джакузи, автомобили с жилым кузовом и верхние крышки. Расслоение часто возникает при применении систем высокого давления для безвоздушного нанесения желеобразных покрытий, которые при работе подвергают распыляемый материал очень высоким напряжениям на сдвиг, либо при применении обычных систем с красконагнетательными бачками, где давление в бачке достигает 25-40 фунтов на квадратный фут или более. Проблема, по-видимому, осложняется и там, где при нанесении образуются очевидные усадки или оползание покрытия или раздутия покрытия вследствие слишком близкого расположения распыляющего сопла к покрытию либо расположения сопла под углом, отличным от перпендикуляра.
Изготовители желатинообразных покрытий уже некоторое время озабочены существованием описываемой проблемы и уже начали её обсуждать, а также внесли множество предложений по устранению этой проблемы (1-3). Однако, проблема продолжает досаждать изготовителям армированных пластиков и наши заказчики, являясь поставщиками и жидких полиэфирных покрытий, для промышленности армированных стеклопластиков и полевыми представителями производителей этих стеклопластиков, передали проблему нам для изучения, а мы предприняли это исследование. Настоящая статья излагает результаты трехлетних исследований растрескивания полиэфирных покрытий на стеклопластиках. Мы попытались идентифицировать природу самого дефекта, выявить влияющие факторы и определить мероприятия, которые могут минимизировать дефект.
Данные экспериментов
Для определения истинной природы штрихового обесцвечивания проведен микроскопический анализ образцов желеобразных покрытий с явным наличием этого дефекта. Под электронным микроскопом изучались микротомические срезы покрытий, затем были получены развертки микрофотографий дефекта. Один образец выделенной зоны дефекта был подвергнут энергодисперсионному рентгенографическому анализу (EDAX) для определения наличия элементов кремния (из белой сажи) и титана (из пигмента TiO2), которые обычно присутствуют в типовом желеобразном покрытии из полиэфирной смолы. Выделенная зона и окружающие её площади были изучены, и составлена кривая распределения химических элементов. Смешиванием по стандартной методике в диссольвере Cowles Dissolver для испытаний были приготовлены много покрытий различного химического состава. Составы покрытий отличались различными комбинациями пигментов, увлажнителей, тиксотропов и тиксотропных реагентов, наполнителей и смол. Некоторые составы покрытий варьировались по различной вязкости с применением различных растворителей или различных количеств одного растворителя. Образцы покрытий напылялись на образец формованной ванны джакузи, рис. 4, которая, по нашему мнению, была типичным образцом изделий из армированного стеклопластика.

Рис. 4. Формованная ванная, использовавшаяся для опытного нанесения распылением состава желеобразного покрытия
Указанная пресс-форма имеет ряд криволинейностей, радиусов, плоских участков трудных для напыления покрытия. В качестве распылительного оборудования использовался стандартный пистолет-распылитель Binks 18 с насадкой 66РЕ и красконагнетательным баком емкостью две кварты, давление в воздухопроводе поддерживалось на уровне 70 фунтов на квадратный дюйм. В ходе испытаний давление в баке изменялось в зависимости от условий от 10 до 40 фунтов на квадратный дюйм. Желеобразное покрытие наносилось на толщину 18 ±2 милей. Для испытания стойкости покрытия к отслаиванию в отдельных случаях покрытие напылялось на толщину 30-50 roils с немедленным образованием потеков, а также распыление производилось под углом менее 90º, и пистолет-распылитель находился на расстоянии примерно 6 дюймов от пресс-формы с тем, чтобы в слое покрытия возникали значительные напряжения и сдвиговые деформации. Уровень вносимого катализатора был равен 1-2% MEKP в зависимости от применяемого уровня промотирования желеобразного покрытия. Удаление покрытия с поверхности пресс-формы производилось струей сжатого воздуха после достаточного отверждения покрытия. Перед распылением в покрытие добавлялся в качестве поверхностно-активного вещества раствор воска в стироле с тем, чтобы слой покрытия, по возможности, не прилипал при обращении и чтобы исключить ингибирование воздухом открытого участка наносимого покрытия.
Результаты и обсуждение
Растрескивание смоляного слоя при первичном наблюдении невооруженным глазом похоже на расслоение пигмента с образованием линейных штрихов. При увеличении видно, что штрихи, фактически, образуются пустотами в смоле, возникающими в результате отслаивания частиц твердых веществ и поглощающими или отражающими свет по иному, чем окружающая поверхность (1). Это четко видно на рисунках 1- 3. При более крупном увеличении видно четко очерченное отверстие, заполненное смолой на участке однородной твердой поверхности. Это явление еще более четко видно на микротомных срезах, сфотографированных под электронным микроскопом на рис. 5-8.
Рис.5. Электронная микрофотография микротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 125
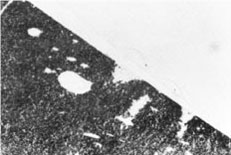
Рис. 6. Электронная микрофотографиямикротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 500
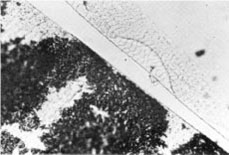
Рис. 7. Электронная микрофотография микроатомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 625
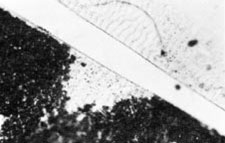
Рис. 8. Электронная микрофотография микротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 625
Отслоение наблюдается в виде чистых или светлых зон, не содержащих пигментов. Чистые зоны заполнены исключительно смолой и наблюдаются по всей площади покрытия. Пузырьки воздуха не идентифицируются.
На рисунках 9-13 показаны фотографии, полученные с помощью сканирующего электронного микроскопа. На этих фотографиях цвет отслоений инвертирован, и темные области являются пустотами в смоле. Разрывы на поверхности – след воздействия ножа микротома, которым нарезались тонкие слои покрытия. В процессе резки происходил отрыв частиц пигмента, создавая эффект разрушения. Картина однозначно доказывает наличие смолы в зонах отслоения, но четко показывает определенное отсутствие наполнителя или активного пигмента. Для определения вещества, имеющегося или отсутствующего в пустотах, проводился энергодисперсионный рентгенографический анализ EDAX отслоения покрытия, результаты которого показаны на рис. 12.
Рис.9. Полученная под сканирующим электронным микроскопом микрофотография микротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 300
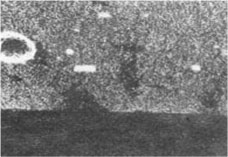
Рис. 10. Полученная под сканирующим электронным микроскопом микрофотография микротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 1000
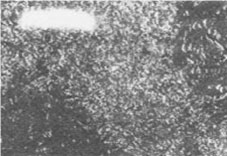
Рис.11. Полученная под сканирующим электронным микроскопом микрофотография микротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 2000

Рис.12.Полученная под сканирующим электронным микроскопом микрофотография микротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 2000
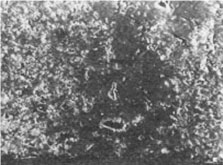
Рис.13. Полученная под сканирующим электронным микроскопом микрофотография микротомного среза отслоения смолы в желеобразном покрытии из полиэфирной смолы, увеличение 3000
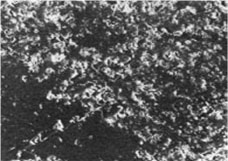
Рис. 14. Результаты анализа EDAX для отслоений смолы желеобразного покрытия из полиэфирной смолы
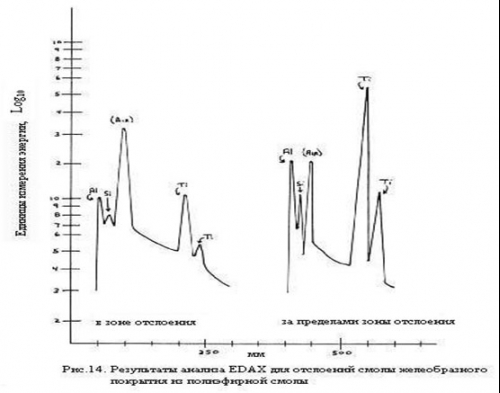
На рис. 14 показаны результаты анализа EDAX. В зоне отслоения концентрация титана значительно ниже, чем в окружающей области. С другой стороны, значения концентрации кремния очень мало отличаются при измерениях внутри зоны пустоты и за пределами этой зоны. Интересно, что в качестве наполнителя в составе покрытия в данном случае использовался глинозем, а не стандартный тальк. Таким образом, полученные значения содержания элемента кремния получены исключительно за счет присутствия рассеянной коллоидальной двуокиси кремния. Кроме того, по результатам анализа отмечен пик алюминия, коррелирующий с показателями содержания титана, так как концентрации элементов внутри пустот оказались гораздо выше, чем за пределами пустот. Результаты совершенно очевидно фиксируют отслоение инертного наполнителя и активного пигмента от базовой смолы с образованием пустот, заполненных тонкодисперсной коллоидальной двуокисью кремния. Таким образом, тиксотропность сама по себе оказалась относительно невосприимчивой к явлению растрескивания.
Для получения более четкого представления о причинах отслоения нами производилось напыление желеобразного покрытия при различных давлениях на жидкость. Результаты напыления каждого покрытия при первоначально низком, а затем значительно более высоком давлении показаны в табл. 1.
Зависимость частоты возникновения растрескивания смолы от давления распылением
Цвет покрытия | Смола | Наполнитель | Давление,фунт на кв. дюйм | Визуальная оценка |
| Светло-серый | ISO NPG (изомер NPG) | Окись алюминия | 10 | 4 |
| Светло-серый | ISO NPG (изомер NPG) | Окись алюминия | 25 | 1 |
| Светло-коричневый | ISO NPG (изомер NPG) | Окись алюминия | 10 | 5 |
| Светло-коричневый | ISO NPG (изомер NPG) | Окись алюминия | 25 | 2 |
| Светло-коричневый | Ortho NPG (орто-NPG) | Окись алюминия | 10 | 4 |
| Светло-коричневый | Ortho NPG (орто-NPG) | Окись алюминия | 25 | 1 |
| Светло-синий | ISO NPG (изомер NPG) | Окись алюминия | 10 | 4 |
| Светло-синий | ISO NPG (изомер NPG) | Окись алюминия | 20 | 2 |
Табл.1.
Параметр «Визуальная оценка» при этом являлся произвольным параметром от количества и интенсивности растрескивания покрытия и определялся следующим образом:
1. 5 – Отлично. Отслоений не наблюдается.
2. 4 – Очень хорошо. Небольшие области слабо выраженных отслоений. Деталь принимается.
3. 3 – Хорошо. Отдельные области отслоения. Качество детали на границе допустимого.
4. 2 – Удовлетворительно. Несколько областей отслоения. Деталь отбраковывается.
5. 1 – Плохо. Резко выраженные отслоения в нескольких областях.
6. 0 – Очень плохо. Резко выраженные отслоения во всех областях.
В каждом случае внешний вид поверхности покрытия после затвердевания заметно улучшался, если при нанесении покрытия давления в баке понижалось. Эти данные коррелируют с полученными ранее данными из литературы о том, что распространение дефекта растрескивания имеет зависимость от напряжения сдвига (1). Опыт нанесения желеобразных покрытий на пресс-форму и наблюдения за операторами, наносившими покрытие, убеждает нас в том, что растрескивание смоляного слоя является проблемой имеющей механическую природу и связанно с напряжением сдвига. Возникновение растрескивания может произойти благодаря любой из указанных ниже причин:
1. высокое давление жидкости в системах безвоздушного напыления или высокое давление воздуха в красконагнетательном бачке, когда жидкость вытесняется из сопла при повышенном напряжении сдвига;
2. неправильная методика распыления, при которой жидкость попадает на поверхность пресс-формы под острым или тупым углом, либо «вскипает» на поверхности, подвергаясь сдвиговым усилиям на поверхности в момент распыления;
3. нанесение покрытия в виде слишком толстого слоя мокрой пленки, при котором образуются оползни и наплывы материала под воздействием сил гравитации и возникают сдвиговые деформации слоя желеобразного покрытия. Установлено, что правильно выбранная технология распыления, правильно подобранные давления и тип сопла могут дать материальную экономию и минимизировать проблему растрескивания.
Существуют, однако, обстоятельства, приводящие к растрескиванию смоляного слоя, даже если изготовитель предпринял все возможное для подбора правильного оборудования и технологии распыления. Именно в силу существования таких обстоятельств нами рассматривались изменения химического состава желеобразного покрытия как средство преодоления наиболее трудных случаев растрескивания. Вначале нами использовался подход, при котором поочередно удалялись один за другим базовые компоненты состава покрытия, чтобы определить, не связана ли проблема растрескивания с одним из этих элементов.
Стандартный состав желеобразного покрытия из полиэфирной смолы состоит из нескольких базовых компонентов:
a) смола для покрытия,
b) тальк или иной инертный пигментный наполнитель,
c) тиксотроп, обычно белая сажа,
d) пигменты активного крашения,
e) тиксотропный агент, для вступления в реакцию с тиксотропом с целью получения устойчивости к проседанию и приемлемых реологических качеств;
f) стироловый мономер и иногда растворитель, например ацетон для разбавления;
g) промоутер, например октоат кобальта,
h) различные добавки для улучшения распыления, текучести, внешнего вида, выхода воздуха и т.д.
Одним из предметов, прежде всего вызывающих озабоченность, стали активные пигменты и их роль в явлении растрескивания. Была предпринята попытка получить связку для пигментов наилучшую из фактически возможных, которая позволила бы использовать по возможности максимальное число пигментов. Ставилась цель создать систему пигментов максимально совместимую с полиэфирными смолами. При этом изучалась роль инертных пигментов или наполнителей с целью определения их влияния на причины вызывающие растрескивание покрытия. Некоторые из полученных результатов представлены в таблице 2.
Зависимость частоты возникновения растрескивания смолы от пигмента и наполнителя
Цвет покрытия | Смола | Наполнитель | Давление, фунт на кв. дюйм | Визуальная оценка |
| Без пигмента | Изомер NPG | Окись алюминия | 40 | 4 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 40 | 1 |
| Без пигмента | Изомер (ISO) | Тальк | 40 | 5 |
| Светло-коричневый | Изомер (ISO) | Тальк | 40 | 4 |
| Без пигмента | Изомер NPG | Тальк | 40 | 4 |
| Светло-коричневый | Изомер NPG | Тальк | 40 | 3 |
| Без пигмента | Орто NPG | Окись кремния | 40 | 5 |
| Светлый красновато-коричневый | Орто NPG | Окись кремния | 40 | 5 |
| *Светло-коричневый | Изомер NPG | Без наполнителя | 40 | 5 |
| Светло-коричневый | Изомер NPG | Без наполнителя | 40 | 1 |
Табл.2.
*Образец содержит только смолу, пигмент и ускоритель.
Некоторые из наилучших результатов были получены для желеобразных покрытий, не содержащих пигментов, вне зависимости от используемого наполнителя, но на двух из них оказались возможными небольшие отслоения. Существенное значение такого результата в том, что это доказательство отсутствия роли активных пигментов как единственной причины вызывающей отслоение. С другой стороны, такой причиной не может быть только применяемый наполнитель, поскольку на образце с пигментом, но без наполнителя, зафиксировано интенсивное растрескивание. Интересно, что на образцах вовсе не содержащих наполнителя, тиксотропов и добавок, использующих только смолы, пигмент и ускоритель, отслоений вообще не отмечено.
Результаты, показанные в таблице 3, являются попыткой ответить на вопрос, влияет ли на возникновение растрескивания применение различных типов тиксотропов.
Влияние различных тиксотропов на интенсивность растрескивания
Цвет покрытия | Смола | Тиксотроп | Наполнитель | Давление в баке, фунт на кв. дюйм | Визуальная оценка |
| Светло-коричневый | Орто-NPG | Гидрофобная коллоидная двуокись кремния | Окись алюминия | 10 | 5 |
| Светло-коричневый | Орто-NPG | Гидрофобная коллоидная двуокись кремния | Окись алюминия | 25 | 3 |
| Светло-коричневый | Орто-NPG | Гидрофобная коллоидная двуокись кремния | Окись алюминия | 30 | 3 |
| Светло-коричневый | Орто-NPG | Гидрофобная коллоидная двуокись кремния | Окись алюминия | 30 | 5 |
| Светло-коричневый | Орто-NPG | Гидрофобная коллоидная двуокись кремния | Диоксид кремния | 30 | 5 |
| Светло-коричневый | Изомер NPG | Осажденный диоксид кремния | Окись алюминия | 10 | 5 |
| Светло-коричневый | Изомер NPG | Осажденный диоксид кремния | Окись алюминия | 25 | 5 |
| Светло-коричневый | Изомер NPG | Осажденный диоксид кремния | Окись алюминия | 10 | 1 |
| Светло-коричневый | Изомер NPG | Осажденный диоксид кремния | Окись алюминия | 25 | 1 |
Табл. 3.
Эти результаты доказывают, что гидрофобная коллоидальная двуокись кремния дает лучшие показатели, чем гидрофильная коллоидальная двуокись кремния или осаждённый диоксид кремния. Применение осаждённого диоксида кремния дало смешанные результаты, но можно сказать, что это не панацея устраняющая проблему.
Гидрофильная коллоидальная двуокись кремния является наиболее часто используемым с полиэфирными смолами тиксотропом, она, как показано, тоже дает смешанные результаты. Гидрофобная коллоидальная двуокись кремния, которая в данном случае характеризуется специальной обработкой кремния, постоянно показывала хорошие результаты, независимо от применяемой комбинации наполнителей или пигментов.
В таблице 4 представлены результаты изменения реологии желеобразного покрытия простым разжижением его растворителем. Полученные результаты явно разочаровывают. Например, при необходимости изменения реологии для облегчения распыления покрытия нельзя просто разбавить его растворителем, иначе увеличивается риск растрескивания смоляного слоя.
Влияние добавки разбавителя на интенсивность растрескивания смолы
Цвет покрытия | Смола | Наполнитель | Разбавитель | Давление в баке, фунт на кв. дюйм | Визуальная оценка |
| Светло-коричневый | Изомер NPG | Окись алюминия | нет | 40 | 1 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 5% ацетона | 20 | 1 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 10% ацетона | 30 | 0 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 15% ацетона | 30 | 0 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 20% ацетона | 40 | 1 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 5% МЕК | 20 | 2 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 5% метил-метакрилата | 20 | 1 |
| Светло-коричневый | Изомер NPG | Окись алюминия | 5% метилен-хлорида | 20 | 1 |
Табл. 4.
В ходе исследования были выявлены дополнительно следующие представляющие интерес обстоятельства: (1) применение талька и окиси кремния постоянно оказывалось более эффективным средством борьбы с отслоениями, чем применение окиси алюминия; (2) тип смолы применяемой для желеобразного покрытия имеет значение, поскольку применение в составе покрытия орто-смол NPG неизменно улучшало качества покрытия по сравнению с покрытиями получаемыми с применением стандартных изомерных смол NPG; (3) правильное применение воздуховыделяющих реагентов и увлажнителей вероятно оказывает положительное воздействие на устойчивость протии отслоений во всех исследованных составах желеобразного покрытия.
Выводы
Растрескивание относится к явлениям, имеющим механическую природу, поэтому чтобы решить проблему следует, прежде всего, максимизировать параметры технологии нанесения покрытия и оборудования для нанесения применяемого изготовителем. Давление на жидкость или давление воздуха при распылении должно быть на минимальном уровне, позволяющем наносить покрытие со скоростью достаточной для выполнения производственного плана. Подбор сопла-насадки может оказаться полезным для понижения давления нанесения при сохранении качества напыляемого покрытия. Оператор, напыляющий покрытие, должен использовать рисунок веерообразного распыления, обеспечивающий расстояние от сопла до поверхности пресс-формы в пределах 18-36 дюймов при толщине наносимого материала 18 ±2 roils. Материал наносится за 2-3 прохода с интервалом между проходами порядка нескольких секунд. Следует избегать работы при низких температурах и не следует разбавлять состав покрытия. Уровень катализации должен соответствовать рекомендуемому.
Указанные меры минимизируют три типа сдвиговых напряжений упомянутых в предыдущем разделе. Внимательное отношение к уровню катализации, рабочей температуре и отказ от пользования разбавителями улучшает реологию наносимого покрытия, обеспечивая удобство распыления и время гелеобразования нужное для уменьшения вероятности растрескивания. Раствор покрытия следует тщательно перемешать перед распылением для получения соответствующей взвеси частиц твердых компонентов раствора и уменьшения вероятности возникновения растрескивания.
Изготовитель желеобразного покрытия может оказать помощь пользователю, наносящему покрытия путем поставки раствора покрытия с показателями вязкости и тиксотропии, позволяющими производить распыление при пониженных давлениях без добавки разбавителей и при сохранении времени гелеобразования с нужным уровнем катализации. Изготовитель покрытия должен также продумать состав покрытия, обеспечивающий наилучшее сочетание пигментов, наполнителей, смол и добавок. Предлагается использовать в качестве наполнителей тальк и окись кремния в количествах улучшающих текучесть и обеспечивающих удаление пузырьков воздуха из желеобразного покрытия. Пигменты следует растирать в одном растворе связующего вещества, совместимого с конкретным типом используемой смолы. При растирании частицы пигмента должны полностью смачиваться. Чем более однородна смесь пигментов и смол, тем меньше вероятность возникновения отслоений. Правильное применение гидрофобных увлажнителей и реагентов для выпуска воздуха может значительно улучшить баланс между различными компонентами покрытия и особенно улучшить смачиваемость пигментов и наполнителей смолой. Чем больше взаимосвязь между основными компонентами, тем меньше вероятность возникновения растрескивания.
Последним из предметов внимательного рассмотрения является использование тиксотропных реагентов, например, гликолей с низким молекулярным весом обеспечивающих, в сочетании с окисью кремния, устойчивость против образования натеков. Для выбора реагента менее полярного и обеспечивающего более стабильную систему с применение смол, пигментов и наполнителей, может возникнуть необходимость провести испытания. Применение более полярных реагентов может в некотороых случаях ухудшить образование отслоений.
Более тщательный поход к формированию состава покрытий и сотрудничество с пользователями, наносящими покрытия, по совершенствованию методики нанесения в значительной степени поможет, по нашему мнению, изготовителям покрытий минимизировать и возможно ликвидировать проблему растрескивания желеобразных покрытий их полиэфирных смол.
C текущей ситуацией и прогнозом развития российского рынка полиэфирных смол можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков
«Рынок полиэфирных смол в России».Литература
1. Stahlke, N.P., and Lester, M., Modern Plastics, Oktober 1979
2. Polyester Application Manual, Cook Paint and Varnish Company, 5th Edition, p.29, 1981
3. Gel-Kote Application Manual, Glidden Coatings and Resins Division of SCM Corp., p.31
4. Additives For Plastics, Byk-Mallinckrodt Air Release Agents In Polyester Composites, Technical Bulletin 401, p.5. 1980.
Автор: DAVID L.ELLSWORTH