ВОДЯНОЕ ОХЛАЖДЕНИЕ ПРИ ЭКСТРУЗИИ РУКАВНЫХ ПЛЕНОК
Германская компания PLAMEX занимается вопросами максимально быстрого охлаждения полимерных расплавов и докристаллизации полученной таким образом пленки. PLAMEX поставляет готовые „под ключ“ установки по производству биаксиально ориентированных пленок для изготовления колбасной оболочки или термоусадочных пакетов.

Необходимым условием производства таких пленок является получение максимально аморфного первичного рукава до этапов вытяжки и термофиксации. Это достижимо только при ударном охлаждении. В этом отношении полученный опыт важно было перенести также на неориентированные пленки.

Ограничивающим фактором по отношению к свойствам пленок и производительности экструзии является, в первую очередь, скорость охлаждения расплава после выхода из сопла. Ранее здесь конкурировали две системы – традиционная экструзия пленок с раздувом рукава с заметно усовершенствованными кольцами воздушного охлаждения и внутренним воздухообменом, и экструзия пленок поливом. Обе системы имеют как преимущества, так и недостатки. Доказано, что воздух является очень плохой охлаждающей средой. Поэтому для достижения желаемой производительности при высокой скорости производственной линии требуется длинный участок охлаждения, направленный преимущественно вверх. На этом участке пленка кристаллизуется и теряет прозрачность. Этому можно условно противодействовать, используя сополимеры, кристаллизация которых протекает медленнее, что в свою очередь сопряжено с заметно более высокими расходами на сырье. При экструзии с поливом на барабан контакт расплава с металлической поверхностью барабана, который охлаждается изнутри водой, не идеален и в ходе технологического процесса редко остается постоянным. С увеличением интенсивности охлаждения пленка все хуже укладывается на охлаждающий барабан. Кроме того, подверженные обратной диффузии компоненты смеси (например, пластификаторы) могут создавать промежуточный слой между расплавом и металлом. Аналогичный эффект может возникать под воздействием увлеченного барабаном воздуха, следствием чего зачастую может стать слишком низкий коэффициент теплопередачи.
| Технология | Охлаждающая среда | Скорость охлаждения |
| Раздувная пленка (воздушное охлаждение) | Воздух (5 - 30°C) | 28 - 80°C/мин |
| Поливная пленка | Металлический барабан (20 - 50°C) | 250 - 800°C/мин |
| Раздувная пленка (водяное охлаждение) | Вода (6- 20°C) | 1000 - 3000°C/мин |
Предлагаемая модифицированная версия оборудования с водяным охлаждением сводит к минимуму недостатки обеих систем, сохраняя при этом их преимущества. Сравнение скорости охлаждения пленок типовой толщины представлено в таблице.
Приведенные данные позволяют оценить ожидаемые преимущества в отношении фактической производительности. Однако для многих видов продукции, например, для вакуумных пакетов, герметизирующих пленок и особенно для пленок глубокой вытяжки, помимо производительности, важны также приобретаемые свойства - высокая прозрачность, прочность на пробой, прочность сварных соединений, пригодность к глубокой вытяжке.
Аморфные термопласты, такие как поликарбонат, PMMA, полистирол или ПВХ, сохраняют аморфную (т.е. совершенно неупорядоченную и неориентированную) структуру даже при температурах ниже температуры перехода в стеклообразное состояние. В противоположность этому, полукристаллические термопласты при достижении температуры перехода в стеклообразное состояние образуют комбинацию аморфной и кристаллической структур. Это относится, например, к полипропилену, полиэтилену и полиамиду, т.е. преимущественно к полимерам, используемым в упаковочной промышленности. Частично кристаллические структуры застывают при охлаждении из расплава. Помимо аморфных соединительных звеньев, они состоят из ламелей, которые растут из зародыша кристаллизации. Надмолекулярные структуры, состоящие из таких ламелей – сферолиты – преломляют свет тем в большей степени, чем больше их размеры. Всё это влияет на прозрачность пленки, она становится мутной.
Кристаллизация замедляется под воздействием высокой сдвиговой нагрузки, однако это применимо только к атермическому образованию центров кристаллизации, при термическом зародышеобразовании результат дает максимально быстрое охлаждение расплава. Это означает, что медленное охлаждение способствует кристаллизации, а резкое охлаждение препятствует ей и даже прерывает. Быстро охлажденный частично кристаллический полимер, например, полиамид обладает аморфной структурой. Она застывает, не образуя макросферолитов, и пленка остается прозрачной.
Реализация на практике
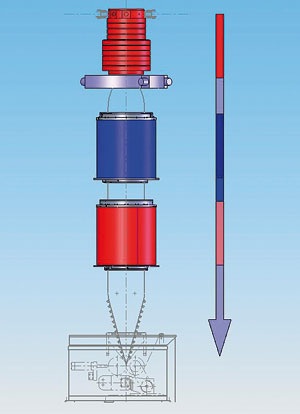
Принцип экструзии раздувных пленок с водяным охлаждением от Plamex
Под воздействием силы тяжести вода стекает в направлении экструзии от сопла вертикально сверху вниз (см.схему). В принципе, какая-либо значительная модификация раздувной головки, оснастки сопла, колец воздушного охлаждения и внутреннего воздухообмена здесь не предполагается. По опыту PLAMEX таковой и не требуется, так как последующее охлаждающее действие воды оказывается более чем достаточным. Кольцо воздушного охлаждения – по желанию савтоматическим контролем допусков по толщине посредством сегментированного воздушного регулирования – предназначено главным образом для того, чтобы растягивать нестабильное полотно расплава в стороны в поперечном направлении с определенной степенью раздува, стабилизируя его.
При образовании пузыря необходимого диаметра пленка до достижения линии кристаллизации, т.е. без обычной кристаллизации, подается в камеру охлаждения. Ноу-хау здесь заключается в том, чтобы подать на пленку как можно больше охлаждающей воды и за счет интенсивного водообмена, избегая образования завихрений, отвести от пленки максимальное количество тепла за кратчайшее время. Установленный вакуум поддерживает пленку и гарантирует выход из камеры охлаждения практически сухого рукава. Таким образом, возможен отвод около 10 ккал/см длины окружности (PA6, 500 кг/ч, Δ Т190°C, ширина 800 мм, 100 мкм).
Особое значение, например, для жесткости пленки, может иметь применение установки твердофазной докристаллизации (SSP), когда прерванный процесс кристаллизации повторяется при определенном тепловом воздействии, однако без образования макросферолитов, а значит и без ущерба прозрачности.
Такого рода процессы, как термофиксация, докристаллизация реализуются либо посредством пропускания пленки через несколько нагретых валков, либо, как в концепции PLAMEX, посредством прохождения пузыря после камеры водяного охлаждения через почти аналогичную ей камеру с горячей водой. Для пленок глубокой вытяжки необходимо сохранять минимальную степень кристалличности. После этого пленочный пузырь подается в вытяжное устройство с изменяемым направлением движения. Постэкструзионное оборудование используется такое же, как и при стандартной экструзии пленок с раздувом рукава.
- Сырьё: подчеркнем, что в ходе испытаний пригодности к глубокой вытяжке не было выявлено преимуществ сырья, модифицированного путем сополимеризации с другими мономерами (например, BASF C 40), по сравнению с более дорогим гомополимером (например, BASF B 40), что подтверждает образование аморфной структуры при ударном охлаждении. Достигается экономия за счет применения стандартных гомополимеров.
- Свойства продукта и характеристики техпроцесса:
- высокая прозрачность пленки,
- сбалансированная, по сравнению с поливной пленкой, ориентация в направлении хода машины и в поперечном направлении (MD = TD),
- максимальная производительность,
- отсутствие необходимости краевой обрезки, обязательной для плоских пленок.
- Капиталовложения/окупаемость капиталовложений: лучше по сравнению с плоскими и/или обычными раздувными пленками.
- Экономия места, особенно в высоту. Основные области применения пленок с водяным охлаждением:
- везде, где требуется максимальная производительность и исключительные свойства изделий при малых диаметрах рукава, например, пленки для мешков для тяжелых грузов;
- везде, где требуются максимально низкие затраты на материалы и предъявляются высокие требования к прозрачности, пригодности к термосварке, прочности на пробой и пригодности к глубокой вытяжке;
- медицинские пленки, к которым предъявляются высокие требования в отношении прозрачности, прочности на пробой и прочности при термосварке, например, для изготовления мешков для жидкостей из полипропилена, модифицированного эластомерами.
PLAMEX Maschinenbau GmbH
Пласткурьер