Охлаждение шнека
В целом, имеется три коэффициента трения, которое имеет место в зоне питания шнека, (1) между цилиндром и гранулами, (2) между самими гранулами, и (3) между основанием шнека и гранулами пластмассы. 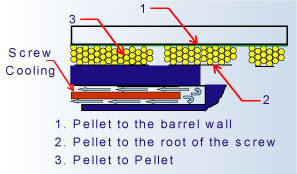
Коэффициент трения (в зоне питания шнека) Всегда должно быть установлено охлаждение шнека на ядерной части зоны питания шнека. В большинстве случаев охлаждение шнека даст преимущества при реализации технологии. Это даст оператору еще одну "зону" управления экструдером. Основным положением теории "транспортировки твердых материалов" является положение о том, что смола должна "прилипать к стенкам цилиндра" и "скользить по шнеку". Охлаждение основания шнека позволяет снизить коэффициент трения между сталью шнека и гранулами пластмассы. Зона питания (Зона 1)
При охлаждении основания шнека и зоны питательного отверстия Зона 1 может быть установлена на температуру, которая максимально повысит коэффициент трения у стенок цилиндра; в свою очередь, это максимально улучшит транспортировку твердого материала смолы. Для большинства полиолефиновых смол, Зона 1 должна быть настроена на температуры между 300°F и 400°F. Чем выше последнее рекомендуемое значение температуры расплава, тем выше может быть уставка Зоны 1. В этой связи эту зону следует настраивать на возможно более высокую температуру, которая не будет вызывать зависания в зоне питательного отверстия. Если на корпусе питательного отверстия имеется адекватное охлаждение, можно использовать более высокие температуры. Зона дозирования (Зона 5)
Эта зона должна быть настроена примерно на 10°F - 25°F ниже рекомендуемой температуры расплава, которую предлагает поставщик смолы, или, как уже отмечалось ранее, на 10°F - 25°F ниже уставок зоны держателя мундштука экструзионной головки и собственно головки. Зона 2
Для этой зоны должны быть установлены температуры, которые на 125°F - 175°F выше чем в Зоне 1. Tакая повышенная температура зоны не приведет к повышению температуры расплава, поскольку смола все еще находится в виде гранул на этой точке геометрии шнека. Явлением, которое будет иметь место за счет использования повышенной температуры в этой зоне, будет передача большего количества энергии смоле, что, в свою очередь, будет способствовать процессу расплавления полимера.
Для того, чтобы плавить пластмассу, необходима энергия. Энергию можно привносить в смолу в виде механической энергии от привода экструдера или в виде электрической энергии от нагревательных устройств. Одним из параметров, которые учитываются при расчете энергии, необходимой для плавления пластмассы, является параметр, называемый " удельной теплоёмкостью" пластмассы. Единицами удельной теплоемкости в системе СИ являются BTU/фунт/°F. BTU (британская тепловая единица) представляет собой форму энергии, которую можно выражать в лошадиных силах, джоулях, ваттах и т. д. Таким образом, обычно, при введении большого объема тепла через зону цилиндра в задней части экструдера, можно снизить нагрузку привода или амперную нагрузку.
|



