Влияние обработки поверхностей Для оценки результатов индукционной сварки были вы¬полнены образцы стандартных размеров в соответствии с нормами на испытание клеевых соединений. Соединения листовых образцов (рис. 1) из сплава алюминия AlMg. толщиной 1 мм и из усиленного углеродной тканью атлас¬ного плетения 1/4 (содержание - 48 % об.) полиамида 66 (ПА66-УВ) толщиной 2 мм были изготовлены индукцион¬ной сваркой и склеиванием. 
При осуществлении индукционной сварки в электропроводящих материалах индуцируются токи, которые благодаря резистивному эффекту и магнитному гистерезису приводят к генерированию теплоты и плавлению матрицы ВПКМ. В результате приложения давления детали спрессовываются одна с другой, вследствие чего образуется прочное соединение. Для склеивания образцов использовали реакционноспособный двухкомпонентный эпоксидный клей, оба компонента которого, находящиеся в отдельных емкостях одной и той же упаковки (обычно тюбика), выдавливаются в заданном соотношении на место соединения. В общем случае реакция отверждения подобных клеев происходит или при повышенной (клеи горячего отверждения), или при комнатной (клеи холодного отверждения) температуре. В данном случае в качестве клея была выбрана эпоксидная композиция, часто используемая в автомобилестроении и отверждаемая при температуре 170 - 180 °С. Поверхность образцов ПА66-УВ перед сборкой очищали ацетоном. Металлические пластинки перед индукционной сваркой подвергали: • очистке ацетоном (в течение 3 мин в ванне с обработкой ультразвуком);
• струнной обработке корундом (размер частиц - 150 - 200 мкм);
• травлению в щелочной ванне (в течение 15 мин в одномольном растворе NaOH);
• травлению в кислотной ванне (в течение 15 мин в концентрированном растворе HNO^). Перед склеиванием металлические пластинки подвергали лишь щелочному травлению. Микрорельеф поверхности соединяемых образцов изучали с помощью растровой электронной микроскопии (рис. 2), а шероховатость поверхности характеризовали параметром Ra, значения которого измеряли с помощью лазерного профилометра. 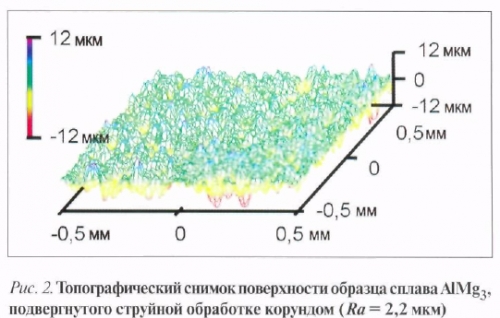
Непосредственно после обработки и исследования поверхности образцов их соединяли внахлестку согласно стандарту DIN EN 1465. Образцы соединений испытывали на разрывных машинах типа Zwick 1485 и Zwick Z 020. На рис. 3 представлена типичная зависимость «нагрузка удлинение» при испытании на сдвиг при растяжении сваренных и склеенных образцов соединений.
| 


