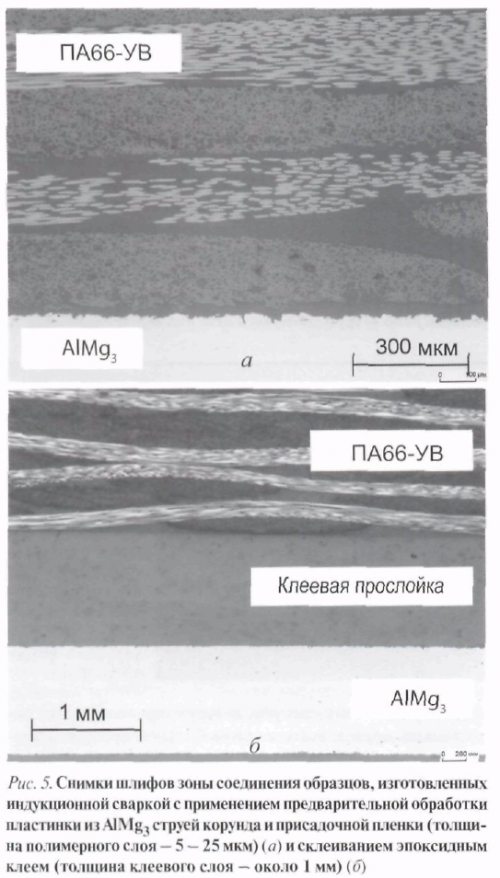
Так, прочность сварного соединения после подготовки поверхности струйной обработкой корундом и введения в зону соединения полимерной присадки со¬ставила почти 14 МПа, что примерно в два раза больше по сравнению с образцами, подготовленными к сварке только очисткой ацетоном. Прочность образцов, изготовленных с применением склеивания, составила 17 МПа, что на 20 % выше прочности образцов, сваренных индукционным МС10ДОМ. На рис. 5 показаны сделанные на световом микро¬скопе снимки шлифов поперечных разрезов сварного образца, изготовленного с применением струйной об¬работки поверхности и полимерной присадочной пленки, и склеенного образца, Отчетливо видно, что в зоне сварного шва имеется промежуточный полимерный слой. На основании электронно-микроскопических снимков (рис. 6) поверхностей, по которым произошло разрушение, можно сделать дальнейшие выводы о механизме соединения. По ним можно заключить, что в случае индукционной сварки на пластинке из AIMg3 только местами наблюдаются остатки полимера и углеродных волокон, что указывает на доминирующий адгезионный характер разрушения соединения. Он обусловлен также появлением сил отслаивания при испытании нахлёсточного образца на сдвиг при растяжении. По сравнению со сварными разрушение клееных образцов имеет почти исключительно когезионный характер, что указывает на высокие силы адгезии между клеевым слоем и соединяемыми образцами. |



