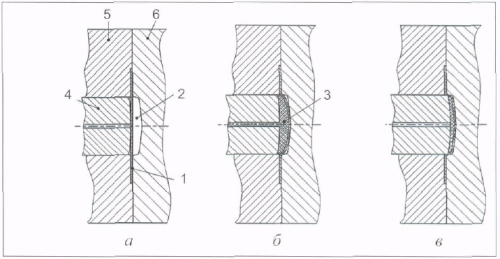
Рис. 3. Основными стадиями процесса изготовления панели-крышки литьем на метал¬лическую фольгу / являются ее фиксация в оформляющем гнезде 2формы (<v), впрыск расплава 3(6}, тиснение фольги и обрезка ее технологического припуска при движении пуансона 4 (в): 5 и 6 — неподвижная и подвижная полуформы, закрепленные соответ¬ственно на плитах узлов впрыска и смыкания С учетом опыта, приобретенного при изготовлении такого «простого» по геометрии изделия, было разрабо¬тано другое изделие, которое по своей конструкции соответствует панелям-крышкам, используемым, в частности, в автомобилестроении и производстве электрооборудования (фото у заголовка статьи). С технической точки зрения, к этому изделию предъявляются такие требования, как возможность образования обжатого края и выреза с изменяющимся радиусом кривизны в области верхнего ребра. Перед началом процесса (рис. 3) металлическую подложку помещали в литьевую форму. Во время впрыска расплава ИМ она подвергалась предварительному формованию, а затем, в процессе до-прессовки с использованием перемещающегося пуансона, - окончательному формованию. Одновременно с перемещением пуансона осуществлялась и обрезка острыми кромками пуансона краев металлической подложки, не контактирующих с отливкой из ПМ (рис. 4). Все это в целом позволи¬ло заметно уменьшить продолжительность процесса изготовления изделия. Описанный метод позволяет изготавливать, прежде всего, литьевые изделия, полностью покрытые с лицевой и боковых сторон металлической фольгой: ПМ не виден даже на десятую часть миллиметра со стороны боковой поверхности подобного изделия, как это имеет место при использовании предварительно отформованной и помещенной в форму металлической подложки. Устранение необходимости предварительного формования метал¬лической подложки и последующей обработки отформованного изделия обеспечивает возможность экономичного и высокопроизводительного из¬готовления изделий с металлической декорированной поверхностью. 
Рис. 4. После подготовки заготовки металлической фольги («)и последующего формования детали из ПМ с одновременным соединением с помешенной в литьевую форму фольгой (о) непосредственно в форме осуществляется формование контуров изделия типа «панель-крышка» при тиснении заданного по¬верхностного рельефа при лопрессовке отливки (в) и при последующей вырубке технологического припуска фольги (г)
|



