| СОДЕРЖАНИЕ: |
НАУКА и ТЕХНОЛОГИИ |
ТЕНДЕНЦИИ РЫНКА |
ЭКОЛОГИЯ |
СОТРУДНИЧЕСТВО |
СОБЫТИЯ ОТРАСЛИ |
|
|
|
|
|
|
Полимеры
|
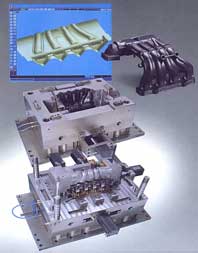
ПРЕСС-ФОРМЫ ДЛЯ ЛИТЬЯ ПЛАСТМАСС |
Среди всех известных в производстве методов переработки пластмасс одним из самых сложных в плане используемого инструмента является литье под давлением. При производстве деталей этим методом для каждой детали (или группы деталей) необходимо спроектировать и изготовить пресс-форму.
| |
|
|
|
| Версия для печати | Отправить |
Сделать стартовой |
Добавить в избранное
|
|

|
|
Куплю
19.04.2011 Белорусские рубли в Москве Москва 18.04.2011 Индустриальные масла: И-8А, ИГНЕ-68, ИГНЕ-32, ИС-20, ИГС-68,И-5А, И-40А, И-50А, ИЛС-5, ИЛС-10, ИЛС-220(Мо), ИГП, ИТД Москва 04.04.2011 Куплю Биг-Бэги, МКР на переработку. Москва |
Продам
19.04.2011 Продаем скипидар Нижний Новгород 19.04.2011 Продаем растворители Нижний Новгород 19.04.2011 Продаем бочки новые и б/у. Нижний Новгород |
|
|
|
|
|
|