Помимо традиционных способов нанесения — пневматическое, безвоздушное распыление, кисть, валик — эти ЛКМ ориентированы на окунание и струйный облив. Методы окрашивания окунанием и обливом по физической сущности идентичны. В обоих случаях краска обильно смачивает окрашиваемые предметы, и после отекания избытка краски на их поверхности образуется сплошное ПК. Разница заключается в том, что при окрашивании методом окунания изделия полностью погружается в резервуар (ванну) с краской, а при окрашивании методом облива краска в большом избытке подается на поверхность насосом или самотеком через специальные сопла. Эти методы широко применяются во многих отраслях промышленности, так как легко поддаются механизации и полной автоматизации, являются высокоэкономичными по расходу материалов и затратам труда. Вместе с тем, их применение ограничивается формой изделия, которая должна обеспечивать полное отекание всего избытка краски. По внешнему виду ПК окунание и облив в большинстве случаев уступают распылению вследствие неравномерности толщины ПК в верхней и нижней частях изделий, образования потеков краски на поверхности, особенно в местах сопряжения деталей, и наплывов по концам и кромкам, с которых стекает избыток краски. При традиционном окунании следует следить за тем, чтобы изделие не всплывало во время погружения и не захватывало пузырьки воздуха. Время выдержки изделия над ванной должно быть достаточно длительным, чтобы обеспечить полное испарение растворителя. Одним из важных процессов при окрашивании методом окунания является отекание избытка краски с поверхности изделия. Чтобы не было больших наплывов, потеков и значительной неравномерности толщины ПК по высоте изделия, время стекания должно быть не меньше 10... 15 мин., а температура в зоне стекания 18...20 "С; при более высокой температуре воздуха краска высыхает быстрее. Краска перемешивается в ваннах механическими мешалками или за счет рециркуляции ее с помощью насоса. Метод окунания обеспечивает окрашивание как внешних, так и внутренних поверхностей изделий, что особенно важно с точки зрения их противокоррозионной защиты. Важ¬ным фактором, определяющим качество ПК, расход материалов и производительность установки, является положение изделия при погружении в краску, извлечении из нее и по¬следующем стекании. Правильное положение изделия обеспечивается подвесными приспособлениями, к которым предъявляются следующие требования; а) изделие при окунании должно полностью покрываться краской, не образуя воздушных пузырей на внутренних вогнутых поверхностях;
б) при извлечении изделий из ванны краска не должна скапливаться в углублениях (карманах);
в) избыток краски должен стекать с таких кромок и острых углов изделия, которые наименее заметны с точки зрения декоративной отделки;
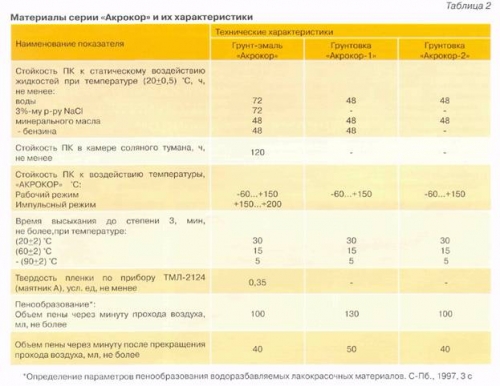
г) после отекания краски на лицевых поверхностях изделия не должно оставаться потеков, ухудшающих внешний вид ПК. Материалы серии «Акрокор» предназначены для защиты чистых металлических поверхностей от коррозии, в том числе с остатками окалины и плотно держащейся ржавчины. Серию "Акрокор" составляют материалы следующих марок (табл. 2): «Акрокор-2» — грунтовка с преобразователем ржавчины для окраски металла при толщине коррозионного слоя до 100 мкм; при нанесении в 2...3 слоя является самостоятельным ПК. «Акрокор-1» - грунтовка для окраски чистого металла, допускается небольшая ржавчина до 10 мкм, при нанесении в 2...3 слоя является самостоятельным ПК. «Акрокор» - грунт-эмаль для окраски чистого или загрунтованного металла. Сопоставление потребления энергии на вентиляцию закрытого цеха при окраске металлоконструкций показывает существенные преимущества водных ЛКМ перед органо-разбавляемыми и позволяет отнести их к энергосберегающим технологиям окраски. Применение водоразбавляемых ЛКМ «Акрокор», снижает потребление энергии на вентиляцию закрытого цеха в 10 раз. Водно-дисперсионные ЛКМ серии «Акрокор», выпускаемые фирмой «Инма» используются для: • изделий электромашиностроения и приборостроения (взамен грунтовок ГФ-021, ФЛ-ОЗК и эмалей МЛ-12, МС-17, НЦ-25, НЦ-11, НЦ-273);
• узлов деталей тракторов (взамен грунтовки ФЛ-ОЗК);
• межоперационной защиты сварных узлов крупных электрических машин;
литья на период межоперационного хранения;
• конструкций, работающих в условиях гальванических цехов;
• изделий трубопрокатных заводов;
• крупных металлоконструкций (мостовых сооружений);
• противокоррозионной защиты воздуховодов;
• подвижной части железнодорожных составов;
• изделий бытовой техники;
• противокоррозионной защиты полостей автотранспортных средств;
• автомобильных двигателей и бензобаков;
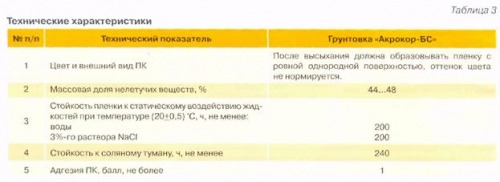
• выхлопных труб автомобилей, печных вкладышей и рам для барбекю. Рабочая вязкость водоразбавляемых ЛКМ «Акрокор» методами окунания или струйного облива при температуре 18^20 °С составляет 16^20 с по вискозиметру ВЗ-4. Благодаря полному отсутствию органических рас¬творителей в рецептурах «Акрокор», их можно использовать при окраске внутренних поверхностей, емкостей, цистерн, трудно проветриваемых помещений. Грунтовка «Акрокор В» в отличие от грунтовки «Акрокор I» имеет более высокие защитные показатели. Стойкость ПК к статическому воздействию жидкостей при 20 °С и толщине ПК 25 мкм более 400 ч для воды и 3%-го раствора NaCI. Водно-дисперсионная грунтовка "Акрокор - БС» ускоренной сушки применяется для антикоррозионной защиты чистых металлических поверхностей. Обладает хорошей адгезией к стали, цинку, меди, олову и некоторым типам пластмасс. Ускоренное формирование защитно-декоративных свойств ПК при комнатной температуре обеспечивает водостойкость через 10ч сушки. Эмаль «Акрокор Люкс» — глянцевая, предназначена для защиты металла от коррозии, при толщине ПК не менее 60 мкм обеспечивает стойкость в камере соляного тумана не менее 600 ч. «Акролак-М» — бесцветный лак для защиты металлов от коррозии: стали, оцинкованного металла, сплавов алюминия, серебра, золота; при толщине ПК не менее 60 мкм обеспечивает стойкость в камере соляного тумана не менее 600 ч, при толщине ПК 40 мкм — не менее 180ч. Грунт-эмаль «Акрокор-О» для различных металлов (стали, оцинкованного металла, алюминия, латуни) под акриловые, полиэфирные, алкидно-меламиновые, эпоксидные эмали, а также под толстослойные (1 ...5 мм) ПВХ-пластизоли. Режим сушки 20 °С/1ч, 60 °С/30 мин, 80 °С/20 мин. Толщина пленки, мкм 10-15 При толщине 20. ..40 мкм является самостоятельным ПК. Система ПК, состоящая из 3-х слоев грунт-эмали «Акрокор-О», нанесенная по гальваническим покрытиям: цинковому по стали, покрытию сплавом олово-цинк (80...20% со¬ответственно) по стали и оксидированному алюминию, — обеспечивает атмосферостойкость (срок службы} в течение не менее 5 лет в условиях эксплуатации УХЛ1 и 2 лет для Т1. ПК устойчиво к изменению температур от-60°Сдо+150°С. Водно-дисперсионные материалы серии «Акрокор» введены в отраслевой стандарт РД 107.9.4002-96. «Покрытия лакокрасочные. Номенклатура, свойства и область применения». 
www.newchemistry.ru | 

