РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ Блеск Блеск представляет собой оптическое свойство, которое образуется из-за взаимодействия света с физическими свойствами поверхности. Это фактически способность поверхности отражать свет в зеркальном направлении (угол падения равен углу отражения). К числу факторов, которые оказывают воздействие на блеск, относятся: индекс преломления материала, угол падения светового луча и топография поверхности. Обычно материалы с гладкой поверхностью кажутся блестящими, в то время как шероховатые поверхности не дают зеркального отражения света и поэтому кажутся не блестящими. 4. Сложный поток полимера поверх зернистой поверхности образует топографию формованной поверхности для корпуса дверцы надувной подушки безопасности. Повторяемость зерна поверхности зависит от свойств пластмассового материала, топографии инструментария и технологических условий. Результаты DOE, показанные на рисунках с 3a по 3d, даны в виде контурного изображения. Контурное изображение показывает блеск как функцию от параметров литьевого формования. Создание контурного изображения получается за счет того, что параметры формования сохраняются постоянными, в то время как другие параметры по осям х и у меняются. Линейные оптимальные значения получаются за счет интерполяции линейной модели D.O.E. Линейное оптимальное значение для каждого параметра составляет: скорость впрыска = 2 сек., температура расплава = 4500 F, температура пресс-формы = 800 F, время охлаждения = 27.5 сек, время упаковки = 16.5 сек и давление упаковки = 50%.
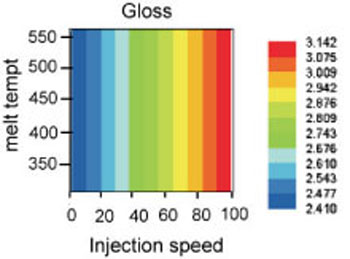
Рисунок 3a: Температура расплава и скорость впрыска 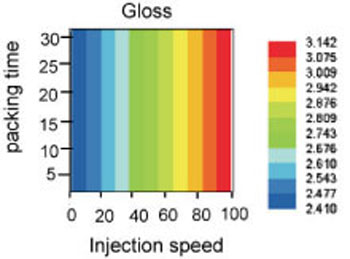
3b: Время упаковки и скорость впрыска
Рисунок 3c: Температура расплава и скорость впрыска 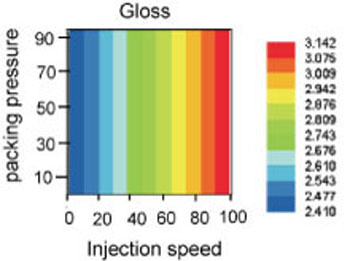
3d: Время упаковки и скорость впрыска 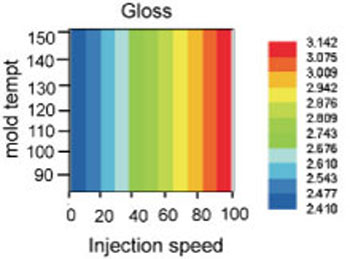
Рисунок 3e: Температура пресс-формы и скорость впрыска
Контурное изображение наглядно показывает, что блеск усиливается с увеличением скорости впрыска и ростом температуры пресс-формы. Прочие параметры формования (температура расплава, время упаковки, время охлаждения и давление упаковки) независимы от блеска. Значение вероятности (p-значение) скорости впрыска из анализа статистических данных составляло 0.000, что показывает статистическую значимость. Температура пресс-формы оказывает некоторое воздействие, но не такое значительное, как скорость впрыска. Высокая скорость впыска снижает повторяемость зернистости инструмента. Ограниченная повторяемость является результатом ограничения потока в шероховатости из-за высокой скорости. При высокой скорости расплав полимера перепрыгивает через шероховатость и переходит в твердое состояние. При низкой скорости впрыска шероховатость наполняется расплавом, который затвердевает в ней, что в результате дает более высокую повторяемость зерна поверхности. Таким образом, скорость впрыска влияет на уровни зеркального отражения. На Рисунке 4 дано отражение под углом от шероховатой поверхности с высотой неровностей h. Разность путей между световыми лучами, отраженными верхней и нижней поверхностью, составляет: 
При длине световой волны , разность фаз составит:
 Если значение ¢ невелико, два луча практически совпадают по фазе, и поэтому поверхность образца можно рассматривать как гладкую. Но, когда ¢ = , лучи не совпадают по фазе и за счет интерференции они могут гасить друг друга. Низкая интенсивность зеркально отраженного света означает, что поверхность шероховатая, и что она рассеивает световые лучи в других направлениях 4.
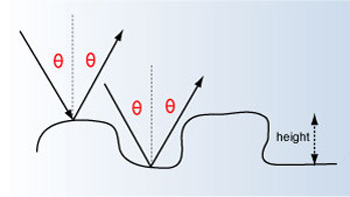 Рисунок 4: Отражение под углом è от шероховатой поверхности
| 


