
И это вполне объяснимо, если учесть тот факт, что длинноволокнистые композиты позволяют решить некоторые из самых сложных проблем в области замены металлов, причем с меньшими (по сравнению с экзотическими высокоэффективными полимерами) затратами. В отличие от стекломатных термопластов (GMT), которые можно использовать только с прессованием в форме или штампованием, длинноволокнистые материалы позволяют иметь большую свободу при проектировании, соединении деталей, а также осуществлять обработку, используя все преимущества литьевого формования. 
Посетители выставки K 2007 собрались вокруг демонстрируемой компанией Husky встроенной системы компаундирования, которую использует автомобильная компания высшего класса Faurecia для формования опор дверных модулей для автомобилей Ford.

В ходе эксплуатации на предприятии компании Faurecia в Одинкуре, Франция, встроенная система от KraussMaffei (IMC) формует до 2000 передних опор в день. Есть ли альтернатива? Длинноволокнистая гранула с наполнителем, добавками и красителями. Совсем недавно здесь были добавлены системы встроенного создания компаундов (ILC) для литьевого формования, также известные как D-LFT (прямые длинноволокнистые термопласты), которые позволят снизить затраты для крупносерийного производства, а также дадут возможность предлагать более прочные структурные детали, преимущественно, для автомобильных применений. Но при встроенном компаундировании или же при использовании гранул, никто не сможет игнорировать это новое средство для снижения затрат, экономии массы и замены металлов. Основные данные об LFT Если Вы новичок в области длинноволокнистых материалов, полезно знать основных игроков в этом возникающем сегменте рынка материалов. В число поставщиков, которые предлагают предварительно компаундированные длинноволокнистые гранулы и концентраты, входят компании: Ticona (Флоренция, Кентукки), RTP (Вайнона, Миннесота), подразделение LNP компании Sabic IP (Экстон, Пенсильвания), а также PlastiComp (Вайнона, Миннесота). (Названия других поставщиков и брэндов см. в разделе “Кто есть кто в области длинноволокнистых гранулированных материалов” к данной статье на immnet.com.). Хотя встроенные системы изначально возникли как системы только для штамповки и прессования в форме, в дальнейшем эта идея была распространенна также и на литьевое формование. В число производителей установок, которые поставляют инжекционные системы для ILC или D-LFT, входят: Husky (Болтон, Онтарио), KraussMaffei (Флоренция, Кентукки), PlastiComp (оборудования модернизации Pushtrusion), а также Composite Products (Вайнона, Миннесота). 
40% РР с непрерывным стекловолокном (Celstran от компании Ticona) является материалом опоры для приборной панели в автомобилях Daimler класса A.
Что касается материалов, то имеется три уровня: гранулы с предварительным компаундированием, концентрат (гранула с высокими концентрациями, которая смешивается с чистой смолой формовщиком, как маточная смесь), а также отдельные смола, добавки, красители и вещества для армирования, которые необходимы при использовании прямой встроенной технологии. Несколько слов о традиции образования названий: термин LFRT (армированный длинным волокном термопласт) обычно относится к длинноволокнистым гранулам, в то время как ILC и D-LFT могут также использоваться для обозначения систем встроенного или прямого компаундирования. LFT представляет собой традиционное обозначение для обоих случаев. Гранулы и концентраты можно, по большей части, обрабатывать на традиционном оборудовании для литьевого формования. Для использования встроенных или прямых систем необходимо либо оборудование, которое можно переоснастить для использования с существующими прессами для литьевого формования, либо особое сочетание пресса, экструдера, гравиметрического питателя и камеры впрыска (узел впрыска). 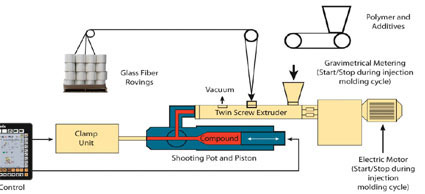 На этой упрощенно диаграмме от компании Husky показаны основные компоненты системы встроенного компаундирования. |


