К преимуществам литья под давлением термопластов с применением точечного литья [1] горячеканальных форм перед литьем под давлением с использованием затвердевающей литниковой системы относятся, в частности, отсутствие отходов, улучшение качества изделий, возможность интенсификации производственного процесса. Широкое внедрение этого метода обеспечивает значительный экономический эффект за счет полной автоматизации процесса литья под давлением термопластов без применения промышленных роботов и манипуляторов. Техническое перевооружение заводов, перерабатывающих пластические массы, предусматривает поэтапную замену маломощного оборудования и малогнездной оснастки более производительным литьевым оборудованием и новой горячеканальной многогнездной и многовпускной безотходной оснасткой. Перевооружение целесообразно начинать с экономически наиболее рентабельных и крупносерийных производств, а также с заводов, выпускающих крупногабаритные изделия.
Особенности конструкций горячеканальных форм. Наиболее широко используют три варианта конструкции впускного устройства литниковой системы горячеканальной формы.
Впускное устройство варианта I (рис. 1) состоит из распределителя, в котором расположены обогреваемые литниковые каналы, датчики терморегуляторов и открытые сопла со специальными термоизолирующими опорными и герметизирующими втулками, предотвращающими вытекание расплава из камеры сопла. Форма с таким впускным устройством предназначена для переработки высоковязких и вязких материалов (полиолефинов). Сопла изготавливают из бериллиевой бронзы марки БР-Б2 (ГОСТ 15-835-70), термоизолирующие и герметизирующие втулки и другие детали - из титанового сплава ТВ (ГОСТ 190-173-75). Бериллиевая бронза имеет наиболее высокий коэффициент теплопроводности, что уменьшает потери тепла из текущего в соплах расплава. Титановый сплав, наоборот, имеет минимальный коэффициент теплопроводности, что предотвращает нагрев соприкасающихся с ним деталей формы, в основном матрицы и переднего фланца. 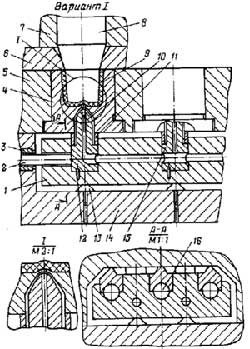
Рис. 1. Схема горячеканальной многогнездной формы с открытыми соплами (вариант I):
1 - распределитель; датчик терморегулятора; 3 - крепление датчика; 4 - матрица; 5 - обойма матриц; 6 - сталкивающая плита; 7 - обойма пуансонов; 8 - пуансон; 9 - изделие; 10 - крайнее сопло; 11 - опорное кольцо; 12 - штифт; 13 - опора распределителя; 14 - передний фланец; 15 - среднее сопло; 16 - нагреватель.
Вариант II отличается от варианта I применением самозапирающихся клапанов, которые открываются под действием давления расплава на их заплечики, а после заполнения оформляющих полостей и уплотнения отливки они с помощью пружины запирают выходные каналы, расположенные в переднем фланце формы. Зазор между сферическими поверхностями сопла и матрицы не превышает 0.01 - 0.02 мм, поэтому расплав через него не проникает. Упорно-центрирующие пояски на наружной конической поверхности сопла предохраняют тонкие стенки его камеры от разрушения сферической поверхностью сопла, образующийся воздушный зазор обеспечивает теплоизоляцию сопла и матрицы, предотвращает вытекание расплава из камеры головки сопла в пространство между распределителем, переднем фланцем и матрицей, а также взаимно центрирует сопло и впускные каналы матрицы. Формы с впускным устройством варианта II - V предназначены для переработки маловязких материалов (полиамидов) [2].
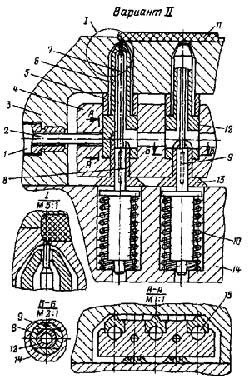 Рис. 2. Схема горячеканальной формы с самозапирающимся клапаном (вариант II):
1 - крепление датчика; 2 - датчик терморегулятора; 3 - матрица; 4 - распределитель; 5 - опорное кольцо; 6 - крайнее сопло; 7 - клапан; 8 - втулка клапана; 9 - штифт; 10 - пружина; 11 - изделие; 12 - среднее сопло; 13 - борт направляющей втулки; 14 - передний фланец; 15 - нагреватель.
Варианты II - V отличаются от варианта I тем, что в них коническая поверхность клапана запирает впускной канал, расположенный не в сопле, а в матрице и углубляется внутрь изделия на 0.01 - 0.03 мм. Зазор между цилиндрическим стержнем клапана и соплом составляет 1- 1.5 мм, а само сопло, верхняя часть которого находится в камере матрицы, окружено изоляционным слоем толщиной 2-3 мм. Для предотвращения его вытекания в камеру распределителя служат специальные опорно-герметизирующие и теплоизоляционные втулки из титана. Впускные устройства вариантов II-V обеспечивают литье изделий без дополнительной зачистки следов на них и предназначены для переработки маловязких полимерных материалов. Разработаны комбинированные литниковые системы с обогреваемым разводящим литником и затвердевающими подводящими впускными литниками. Для одно- и четырехгнездных горячеканальных форм применяют одно- и четырехсопловые запорные обогреваемые краны [2].
Во всех вариантах впускных устройств сопла крепятся к распределителю путем их плотной посадки в гладких глухих отверстиях или с помощью резьбовых соединений с уплотнительными коническими поясками. Оба способа крепления сопел используют в одногнездных формах как с одним, так и с несколькими впускными каналами в производстве крупногабаритных изделий, а также в многогнездных формах [1].
Получение высококачественных изделий литьем под давлением с применением горячеканальных форм. При литье под давлением изделий в горячеканальных формах обеспечивается наиболее равномерное заполнение и уплотнение оформляющих полостей без опережающих потоков расплава, под действием которых в затвердевающей литниковой системе образуются холодные спаи, что особенно характерно для одногнездных многовпускных и многогнездных форм. При этом заполнение оформляющих полостей достигается при минимальном давлении благодаря отсутствию затвердевающей литниковой системы, а в многовпускных и многогнездных формах - за счет равномерного распределения и повышения температуры на всем пути течения расплава и его уменьшения в обогреваемых литниковых каналах и оформляющих полостях, а также в результате дополнительного разогрева расплава при его продавливании через точечные впускные каналы. Все это позволяет увеличить максимальную площадь литья на одной и той же машине на 30-40% по сравнению с площадью литья, достигающейся при использовании затвердеваюшей литниковой системы, или применять при той же площади литья машину с меньшим усилием запирания и менее металлоемкими формами. Литье при пониженном давлении и повышенной температуре полости формы обеспечивает получение изделий с меньшими остаточными напряжениями, улучшает условия заполнения формы и уплотнения расплава, а также условия эксплуатации формы с повышением ее долговечности. В горячеканальных формах минимальная конусность нагнетающей части клапанов и впускных каналов позволяет без участия шнека с помощью сжатой пружины подавать в оформляющие полости дополнительный объем расплава, компенсирующий усадку. Благодаря этому увеличивается плотность отливок и возрастает равномерность ее распределения по объему отливки, что имеет особенно большое значение в производстве высокоточных изделий. В распределителе горячеканальной формы рядом с литниковыми каналами и вмонтированными в них соплами параллельно обеим сторонам каждого из них расположены нагреватели [2], а в конце каналов установлены в контакте с глухой стороной крайних (несквозных) сопел датчики терморегуляторов и аналоговые приборы Р-133 с усилителями У-13 для снятия избыточной мощности. Такая электромонтажная схема при параллельном включении в сеть обеспечивает равномерную температуру расплава в любой точке литниковых каналов и у каждого сопла, к которым подводится дозированное количество электроэнергии. С помощью термопар осуществляется своевременное включение и отключение электрической сети, что предупреждает перегрев расплава и нагревателей и выход их из строя. Благодаря равномерному распределению температуры расплава и формы исключается возможность коробления изделий и необходимость их рихтовки перед сборкой или установкой в агрегат, а также достигается равномерность усадки охлаждаемого изделия. Необходимая мощность нагревателей и их количество рассчитываются по известной методике [2].
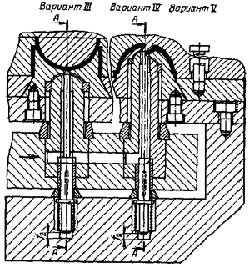
Рис. 3. Схема горячеканальной формы с термоизолирующими титановыми прокладками.
Варианты III - V - литье в центр дна изделия
Интенсификация процесса изготовления изделий литьем под давлением с применением горячеканальных форм. Возможность такой интенсификации обеспечивается в результате снижения удельных материальных, трудовых, энергетических и других затрат из-за устранения необходимости отделения литников и зачистки их следов на изделии и исключения при этом затрат первичного материала на образование литников, их дробление и вторичное гранулирование. Для изготовления мелких деталей вместо маломощных литьевых машин с одногнездными формами целесообразно применять более мощные литьевые машины и многогнездные безлитниковые горячеканальные формы. В производстве крупногабаритных изделий вместо форм с одним впускным каналом следует использовать многовпускные горячеканальные формы. Выбор числа гнезд в формах должен предшествовать определению мощности, объема впрыска, усилия запирания [2] и типоразмера литьевой машины с учетом сложившегося ассортимента изделий; потребности в них; сроков поставок изделий; самоокупаемости затрат на изготовление форм; минимальной удельной трудоемкости и себестоимости формы и изделий; максимально возможного высвобождения производственного персонала; многостаночного обслуживания литьевых машин на основе полной автоматизации процесса без применения ручного труда; эффективности использования мощности литьевой машины, в том числе производительности узла пластикации, объема и скорости впрыска, а также усилия запирания при минимальном давлении в полости формы [2]; долговечности горячеканальных форм при снятии 1 млн. изделий с одного гнезда формы.
В результате комплексной интенсификации процесса предприятия, использующие горячеканальные безотходные многогнездные и многовпусковые формы, могут получить такой же экономический эффект, как при увеличении объема производства и повышении производительности оборудования в 20-30 раз. При одновременном впрыске, заполнении, уплотнении, и охлаждении всех гнезд или участков изделия суммарная продолжительность этих стадий цикла становится равной их продолжительности при использовании одногнездной формы, что повышает производительность оборудования прямо пропорционально числу гнезд в форме или числу участков в многовпускной горячеканальной форме. Охлаждение всех гнезд или участков одного изделия одновременно с пластикацией дозы расплава позволяет сократить продолжительность цикла литья за счет исключения из него времени пластикации расплава или его охлаждения. Следовательно, максимальная производительность процесса обеспечивается при максимально возможном числе гнезд или впусков в многовпускной форме. Этого можно достичь при использовании литьевых машин такой мощности и таких типоразмеров, которые позволяют разместить максимальное число гнезд или участков одного изделия в многовпусковой форме и зон охлаждения. В результате снижается потребность в литьевых машинах для выполнения одного и того же объема работ при наивысшей производительности труда, а также сокращаются необходимые производственные площади. Уменьшение количества форм с увеличенной гнездностью снижает удельную трудоемкость изготовления формы в расчете на одно изделие, а также объем работ, выполняемых инструментальным и ремонтным цехами.
Литература
1. Видгоф Н.Б. Точечное литье термопластов. ЛДНТП, 1961.
2. Видгоф Н.Б. Основы конструирования литьевых форм для термопластов. М., Машиностроение, 1979.
Н.Б. Видгоф, А.Н. Видгоф
Источник: Пластические массы |


